�@
�@
�e��^�g�������E�g�p�ɂƂ��Ȃ�
�Y�_�K�X�̔����ʂɂ���
CO2 Evolution Analysis during Production and Usage
for Various type of Frame
��@����
*
SEIJI SUZUKI
The
amount of emitted carbon dioxide of various type of framework used in the work
of concrete construction was calculated based on a life-cycle analysis or
life-cycle inventory (LCA or LCI). This LCA study includes all materials, fuels
and electricity consumed during all of the process not only for producing the
product but also for using it and for processing it as garbage finally. The
result of this study was compared with the ordinary framework made from plywood.
In the case of plastic framework with rib-structure, 9.905 Kg / unit of carbon
dioxide was emitted during all of the process for each product. That was 2.258
Kg / unit for plywood using the logs of tropical rain forest. However, in the
case of considering the absorption of carbon dioxide by plants, we have to
recognize the same effect to increase the concentration of CO2 in the
air by cutting the forest. According to this thinking, we recalculate
the total accumulate CO2 emitted from plywood. Finally, the amount
emitted became 52.0 Kg/unit of CO2 for plywood
Keywords;
Life-cycle analysis, LCA, PCR, plastic framework, carbon footprint, carbon
dioxide emission,
plywood
framework, tropical rain forest, environmental load
�@
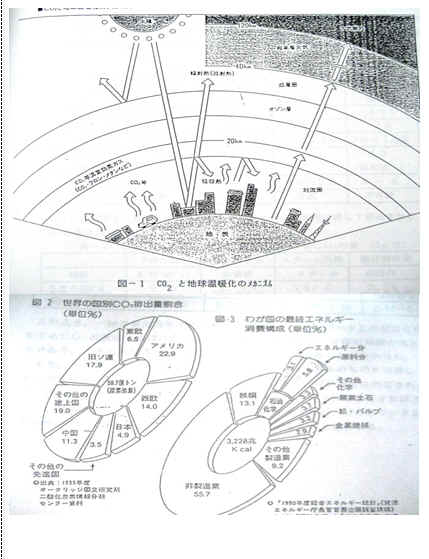
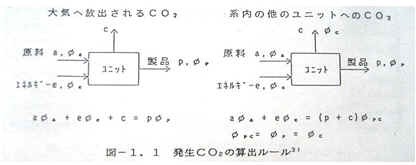
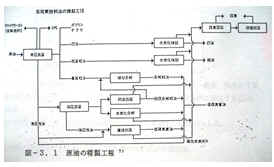
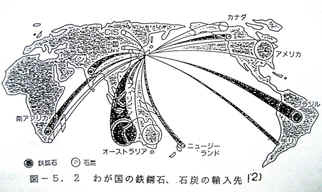
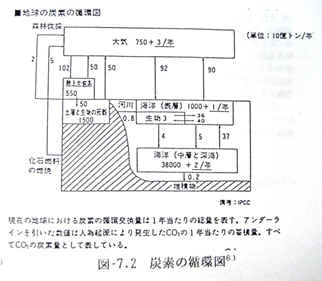
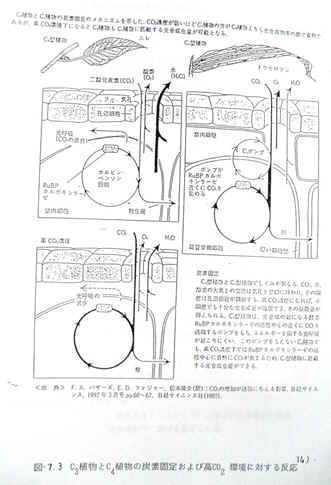
�X�ю����̔��̂́A�P�ɗL�p�Ȏ����̊m�ۂƂ����s�ׂɗ��܂炸�A���̔��̂ɂ����ӎ�����������A���o���H�̕~�݂ɂƂ��Ȃ��L�͂Ȓn��̐��������j��������炵�A�Ђ��Ă͂��ꂪ�쐶������̌��ۂ��������Ă���B����ɐA���̒Y�_������p���~�����A��C���̒Y�_�K�X�Z�x���㏸�����n���̉��g�����ۂ��N�����d��ȗv���ƂȂ��Ă���B���̃��J�j�Y���Ƃ��Đ}-1�̂悤�Ȑ������Ȃ���Ă���B1�j
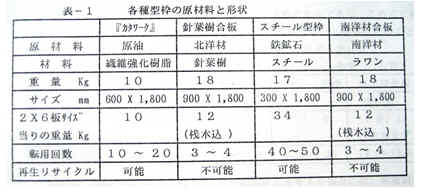
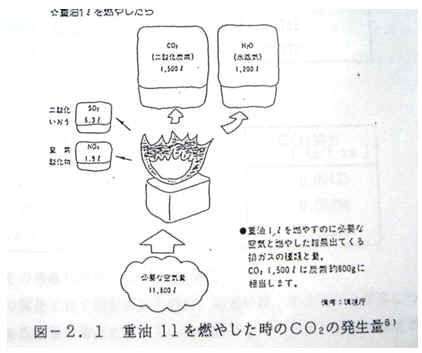
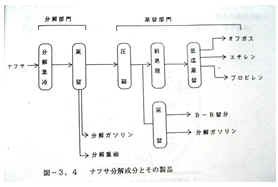
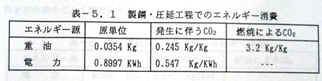
����A��C���̒Y�_�K�X�́A���̑啔�������ΔR�����G�l���M�[�Ƃ��Ďg�p���邽�߂ɔ�������B�}-2�A�}-3
2�j�Ɏ������Ƃ��A1898�N�i�K�ŁA���E�͒Y�f���Z��59.7����/�N�̒Y�_�K�X��r�o���Ă���B
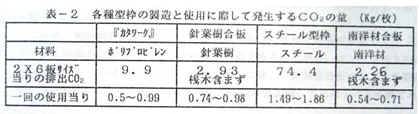
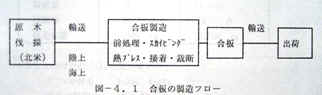
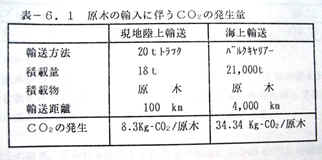
�����������Ƃ��猚�z�p�̌^�g�Ƃ��Ďg�p����Ă���e��^�g�ɂ��āA����炪�n�����ɑ���D�����Ƃ����ϓ_����A�^�g�̐�������H���A�Ȃ�тɁA�g�p�ɍۂ��Ăǂꂾ���̒Y�_�K�X���������A��C���ɕ��o����Ă��邩�����ߔ�r�����B
��r�������y�́A���̂���I�B
�@�w�J�^���[�N�x�@�������i�K���X�@�ۋ����|���v���s�����j�@�@�@
�@�j�t�����@�@�@�@�@�k�m��
�@�X�`�[���^�g�@�@�@�@�|��
�@��m�ލ��@�@�@�@�@�M�щJ�і؍�
�@�e��^�g�̒n�����ɋy�ڂ��e���̖ڈ��Ƃ��āA���Y�v���Z�X�◬�ʂɂ����Ĕr�o�����Y�_�K�X�̗ʂ��r����B�r�o�Y�_�K�X�́@���ʂ����߂��@�ɂ��Ă͂��낢��ȕ���3�j�A4�j�A5�j�ɏЉ��Ă��邪�A�����ł͎�Ƃ��ăv���X�`�b�N�������i����܂Ƃ߂���@�ɏ]�����B���Ȃ킿�A
1�j �e��^�g�̐����v���Z�X��z�肵�A�e�H�����ƂɌ����A�Ȃ�тɁA�G�l���M�[�̋����ʂ����߂�B
3�j
�g�p�G�l���M�[�ɉ����ĒY�_�K�X�����ʂɊ��Z����B
�Ƃ��ĎZ�o�����B�܂��B
4�j ���^�g�́A�X�т���C���̒Y�_�K�X���Œ肷��ʂ����A���̂ɂ���C���ɕ��o������̂Ƃ݂Ȃ��ׂ����̂ł���B
�������A�����ł͂��̐X�є��̂ɂ���C���̒Y�_�K�X�̌Œ��~�́A������ׂ��Z�o�f�[�^���R�����Ƃ��납��A�^�g�̐����ɂƂ��Ȃ��Y�_�K�X�̔����ʂɂ͎Z�������A�ʓr�A�X�ю����̔��̂ɂ��Y�_�K�X�̌Œ��~�ƌ������Ƃōl�@�����B
���������O������Ɍv�Z�ɂ�苁�߂��e��^�g�̐����Ǝg�p�ɍۂ��Ĕr�o�����Y�_�K�X�̗ʂ́A�\-2�̂��Ƃ��Ȃ����B
������A���̎g�p����ł̔�r�ł́w�J�^���[�N�x�̎g�p�ɔ�����������Y�_�K�X�̗ʂ́A��m�ލ���������Ȃ���̂́A�قڐj�t�����Ɠ����x���ł���A�X�`�[�����Ɣ�ׂ�ƁA��1/2�ł��邱�Ƃ����������B
�܂��A�w�J�^���[�N�x�ƃX�`�[���^�g�̏ꍇ�ɂ͎g�p�ς݂̂��̂�������A�Ăь��̌^�g�Ƃ��čĐ����邱�Ƃ��\�ł���B�܂�A�ޗ����Đ����p�����킯�ŁA�Đ��ɔ����Y�_�K�X�͏��Ȃ��炸�����͂�����̂́A�Đ��ނ��g�p�������ɒY�_�K�X�̔����ʂ͌���������̂Ɛ��肳���B������l������A�w�J�^���[�N�x�ł́A�j�t�����A��m�ލ��Ɣ�r���ĒY�_�K�X�̔����ʂ́A����ɒጸ����B
![]()
����܂ł̌��ʂ́A���̌^�g�̏ꍇ�ɐX�є��̂ɂ��Y�_�K�X�̌Œ��~�������킸�Ɍ����������̂ł���B�������Ȃ���A�Y�_�K�X�̔����ʂ̐���ł́A���ꂪ��C���̒Y�_�K�X�Z�x���㏸�����錴���ƂȂ邱�Ƃ�z�肵�ċ��߂����̂ł���A���̓_�ɂ����Ă͒Y�_�K�X�̌Œ��~�͒Y�_�K�X�̔r�o�ƑS���������ʂł��邱�ƂƂȂ�B���̂��Ƃ��l�����Ċe��^�g�̒Y�_�K�X�����ʂ����߂����ʂ��\-3�ł���B
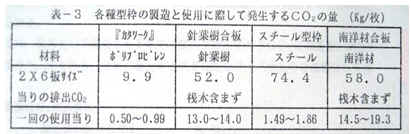
������A�X�ю����̔��̂ɂƂ��Ȃ��Y�_�K�X�̌Œ��~�l�������ꍇ�ɂ́A�w�J�^���[�N�x�Y�_�K�X�����ʂ́A�j�t�����̖�1/5�ł���A�܂��A�X�`�[���^�g�̖�1/7�ł��邱�Ƃ����������B�܂��A�j�t�����͓�m�ނƔ�ׂ�Ǝ�Y�_�K�X�̔r�o�ʂ����Ȃ��B
����ɁA�]�p��������ƁA���ł͕���3�`4��Ă���̂ɑ��A�w�J�^���[�N�x�̏ꍇ�ɂ́A10�`20����x���\�ł��邱�Ƃ���A�R���N���[�g�̑ŐݖʐςŔ�ׂ�A�w�J�^���[�N�x�̏ꍇ�ɂ́A�j�t������1/15���x�̒Y�_�K�X�����ʂƌ������ƂɂȂ�B�X�`�[�����^�g�Ɣ�r���Ă��A��1/2���x�ł���B
�m���ɁA�w�J�^���[�N�x�̌��ޗ��ł���Ζ��ɂ��Ă��A���ꂪ�L���ȉ��Ό����ł��邱�Ƃ͊ԈႢ�Ȃ����A���̗L���Ȏ������A���L���ɗ��p���A�������A�Y�_�K�X�����ʂ��ɗ͗}�����A�n�����̕ی�ɍv�����邱�Ƃ�����m�ލ��ɕς��V�����^�g�J���̏d��Ȏg���ł���B
�n�����g���̌����Ƃ��āA�M�щJ�т̔��̂����ɂ���Ă��邪�A����́A�X�ю����̑S�ĂɊւ����ł���A���Ƃ��A�j�t�����v��I�ȐA�т����{���A�Đ����\�ł���Ƃ͌����A�Đ���100�N�P�ʂ̔N����v���A�������A���R���̔j������̂ł��邱�Ƃ��l������Ȃ�A���Ƃ��k�m�ނƌ����ǂ��A�X�ю����̔��̂́A���̐摗��ɉ߂����A�w�߂ĕK�v�ŏ����x�ɗ��߂Ȃ���Ȃ�Ȃ��B
1.
�r�o�Y�_�K�X�̔�r
�e��^�g�̐����Ȃ�тɎg�p�Ɋւ���Y�_�K�X�����ʎZ�o�̏ڍׂ��q�ׂ�B
1.1
�r�o�Y�_�K�X�̔�r�̕��@
���Y�◬�ʉߒ��ɂ����鐻�i�̗ݐϔr�o�ʂ́A�����A�������A���[�e�B���e�B�[�Ȃǂ̐��i�̐����Ɋւ��Ē��ڔ�������Y�_�K�X�ƁA���̐����ݔ��̌��݁A�ۑS�A�^�]�Ȃǂɂ����Ĕ�������Y�_�K�X�A���邢�͂܂��A���i�̗A���ߒ��ɂ����Ĕ�������Y�_�K�X�Ȃǂ��l������B
�����ł́A���i�Ƃ��Ďg�p�����܂ł̉ߒ��Ŕr�o�����Y�_�K�X�̑��ʂ��A���i�̈��ʐϓ���A���Ȃ킿�A2�~6�Ə̂����^�g�̃T�C�Y�̂��̂���b�ɂ��Ĕ�r�����B
���̗ݐϒY�_�K�X�r�o�ʂ́A
�@�@�@�@�@��������ɑ��āF�@�@�@�@�@Kg-CO2/t
�G�l���M�[����ɑ��āF�@�@Kg-CO2/KWh�@
�ŋ��߂�����̂ł���B
1-2�@�Y�_�K�X�r�o�ʂ̌v�Z
�Y�_�K�X�̔r�o�ʂ��v�Z���邽�߂ɁA���i�̐����H���Œ��ڔr�o�����Y�_�K�X�̂́A���i�̈��d�ʓ���ɑ��ċ��߂�B�����̉ߒ��Ŏg�p�����R���̔R�Ăɂ������삳���Y�_�K�X�͂��̗l�ɂ��ċ��߂����̂ł���B
�܂��A�d�͂�X�`�[���ɂ��ẮA�������̐��i���P�ʂ����߂�����x�[�X�ɔr�o�Y�_�K�X�̗ʂ����߂��B
�A���ɂ��ẮA�A�����@���ƂɔR�����P�ʂ����߁A�����茴���̔R�ĂɂƂ��Ȃ��r�o�Y�_�K�X�����߂��B
���̏ꍇ�ɂ́A���̔��̂ɂƂ��Ȃ��Y�_�K�X�̔r�o�ƂƂ��ɁA�X�т̒Y�_�K�X�Œ��p�̒�~��肪���ƂȂ��B���Ȃ킿�A���͒Y�_������p�ɂ���ċ�C���̒Y�_�K�X��A���̒��ɌŒ肷�铭���������Ă��邪�A���́A���̂���邱�Ƃɂ�肱�̒Y�_�K�X�Œ�̍�Ƃ��o���Ȃ��Ȃ邱�ƂɂȂ�B���������āA���̔��̂͊ԐړI�ɒY�_�K�X��r�o���邱�ƂƓ�����p���y�ڂ����̂Ƃ݂Ȃ��B
2.
���ʃf�[�^�@�@�@
�@�r�o�Y�_�K�X�̗ʂ��v�Z���邽�߂ɗp�������ʃf�[�^���ȉ��Ɏ����B3�j
2.1�@�d��
�d�͏���ɔ����r�o�Y�_�K�X�̌��P�ʂ́A���w�H�w��n�����v���W�F�N�gH��������������l���̗p�����B

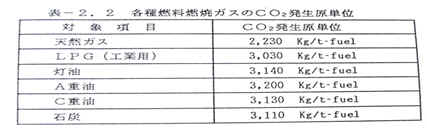
2.2�@�e��R���R�ăK�X�̒Y�_�K�X�������P��
�e�팴�����G�l���M�[���Ƃ��ĔR�Ă����ꍇ�ɔ�������R�ăK�X���̒Y�_�K�X���P�ʂ�\-2.2�Ƃ����B
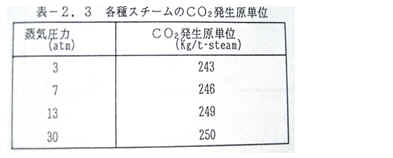
2.3�@�X�`�[���iA�d���R���j�̒Y�_�K�X�����ʌ��P��
�@�e��X�`�[����M���Ƃ��Ďg�p�����ꍇ�ɁA�X�`�[�������ɔ����r�o����Y�_�K�X���P�ʂ�250Kg/t-steam�Ƃ����B���݂ɁA�e��X�`�[���̒Y�_�K�X�������P�ʂƂ��Ď��̕\�̒l������Ă���B�@3�j
2.4�@�A���̒Y�_�K�X�������P��
�@����Ȃ�тɊC��A���̏ꍇ�̒Y�_�K�X�������P�ʂ͎��̕\���Q�l�ɂ����B3�j
�@�e�^�g�̐����H���Ŏg�p�����R���A���邢�́A���̑��̉��w�i�ɂ��āA�����̍ޗ�����舵���ꍇ�ɂ́A�����̌������m�ۂ��邽�߂ɕK�v�ȉߒ��ł̗ݐϒY�_�K�X�����ʂ��g�p�����B�����ʂ͕���3�j�̒l�ɏ]�����B
3.
�w�J�^���[�N�x�̐����ɌW��Y�_�K�X������
�w�J�^���[�N�x�͐Ζ����w���i�ł���|���v���s�������ޗ��Ƃ��Đ������ꂽ�������`�i�ł���B�]���āw�J�^���[�N�x�̐����ɌW��Y�_�K�X�̔����ʂ̎Z�o�ɓ����ẮA�����̍̌@���N�_�Ƃ���B�܂��A�����̐����H���A�i�t�T�E�N���b�L���O�ɂ����ẮA�w�J�^���[�N�x�̌����ƂȂ�|���v���s�����ȊO�ɂ��ɂ߂đ�R�̐Ζ����w���i�������A��X�̐����̕K���i�Ƃ��đ�ʂɋ�������Ă���B���Y�ł͂����̐��i�\�������v�ɍ��킹�Ē�������Ă���̂ŁA�����ł́w�J�^���[�N�x�̌����ƂȂ�|���v���s�����͂����̐��i�̈ꕔ�Ƃ��čl���A���̍H���Ŕ�������Y�_�K�X�̗ʂ͕v�X�̐��i���d�ʔ��ŕ��ׂ�����̂Ƃ����B
3.1�@�w�J�^���[�N�x�̐����H��
�w�J�^���[�N�x�̌��ޗ�����̐����ߒ���}-3.1�Ɏ����B
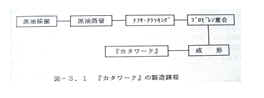
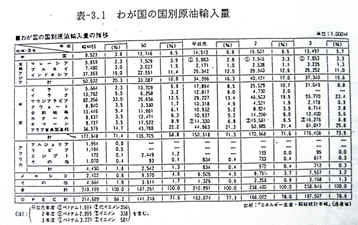
��Ƃ��ē��{�ɓ����ė��錴���́A1991�N�̓��v�ɂ���67.8%�������n�悩��̂��̂ł���B�]���āA�i�t�T�̌����ƂȂ錴���͒����n�悩��A��������̂Ƃ����B�i�\-3.1�j
�܂��A�v���s�����̌����ƂȂ�i�t�T�̎����́A�������錴�������̎�ށA�^�]�ɂ���ĕω����邪�A�����ł́A�������������ł���A���r�A���~�f�B�A���iAM�j�����̒l���g�p�����B���Ȃ킿�w�J�^���[�N�x�́A�����̐Ζ��������Ƃ��Đ����������̂Ƃ��A�������琻�i�܂ł̈�т����H���ŒY�_�K�X�̗ݐϔ����ʂ����߂��B
�����ɑ�\�������c�ō̌@���ꂽ�����́A���n�Ɉ��̊��ԕۊǂ��ꂽ��A�^���J�[�ɂ���ē��{�ɗA�������B
�����̐����ɂ���āA���i�Ƃ��ă|���v���s�����̌����ƂȂ�i�t�T�̑��ɃK�\�����A�W�F�b�g���A�����A�y���A�d���Ȃǂ�������B�����̊����́A�^�]�̏ɂ���Ă�����x�R���g���[���ł��邪�A�Ζ��A�������\���Ă��鍑���̐Ζ��̗p�r�ʎ��v�͎��\�̂悤�ɂȂ��Ă���A�i�t�T�͂قڂ���ɏ������\����Ő��Y����ċ���Ƃ݂Ă悢���낤�B�����̐����H���ł̕������x�ɂ��ẮA����3�j���f�[�^�����p�����B

1.0
/ 0.121
= 8.264 Kg
�ƂȂ�B�]���āA��������Y�_�K�X���i�t�T�P�Ƃŕ��S����ƍl����ƁA�@1,000
Kg�̐��Y�ɂƂ��Ȃ��Y�_�K�X�̔����ʂ́@�A
�@�@�����̌@�@�@
0.0167 X 8.264 =
0.1380
�@�@�����ۊǁ@�@0.01167
X 8.264 =
0.09644�@
�@�@�����A��
0.05076 X 8.264 =
0.41948
�@�@���������@�@0.0352 X 8.564 = 0.29089
|
|
���v�@�@�@0.11433
X 8.264 =
0.944823 Kg-CO2/
Kg-�̻
�̂悤�ɂȂ�B
�@�������A�����ł́A�����̏����ɂ���Ĕ�������Y�_�K�X�̊e�����ɏd�ʔz�����ĕv�X�̐��i�̗ݐϒY�_�K�X�������P�ʂƂ���B�]���āA�i�t�T�̐��Y�ɔ����Y�_�K�X�̕��ׂ́A�e���i�̐��Y�ʔ��Ƃ��āA
�@�@0.944823
X 0.121�^1.000
= 0.1143 Kg-CO2
/Kg-�̻
�ƂȂ�B
�����̗A���Ɋւ���Y�_�K�X�̔����ʂ͎��̂悤�ɂ��ċ��߂��B
�^���J�[�A���ɔ�����������Y�_�K�X�̎Z�o�G
�@�@
0.00432 X 12,000 =
50.76 Kg/t�@�@
=
0.05076 Kg/Kg-����
3.3�@�i�t�T�E�N���b�L���O
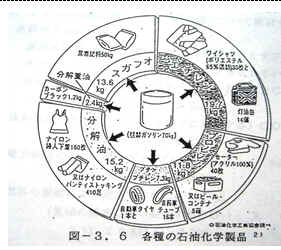
�����ɂ���ĕ��_���ƇA�������ꂽ�����̂����Ζ����w���i�̌����ƂȂ�i�t�T�̓i�t�T�E�N���b�L���O�Ƃ����H���ɂ�������B���̍H���ł́A����Ɍ����ȕ��ʂ��s�Ȃ��A�������̗L�p�ȕ�����������B�i�t�T�E�N���b�L���O�ɂ���ē����鐬���Ƃ��̗p�r�͐}-3.4�`�}-3.6�Ɏ������Ƃ���ł���B
�����̐��i�̂����A�w�J�^���[�N�x�̌����ƂȂ�|���v���s�����́A�v���s�����ƈꕔ�G�`�����Ƃ��d�����ē�����B

�i�t�T�����������v���Z�X�̍��A���邢�́A�^�]�����ɂ���Đ��i�̐������ω�����B�������̃f�[�^�����ɂ������r�������̂��\-3.3�ł���B
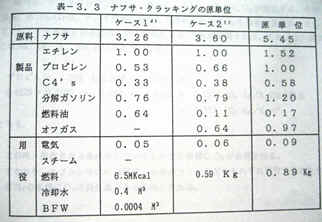
�}-3.5�̕������x�̓P�[�X2���Q�l�ɁA�v���s�����ɑ��錴�P�ʂ����߂ĕ\���������̂ł���B
�i�t�T�̕����ɔ����������Y�_�K�X�̗ʁA
�����ŁA�i�t�T�̕����ɂƂ��Ȃ��Y�_�K�X�̔����ʂɂ��Č�������B
1�j
�����i�t�T�ɔ����Y�_�K�X
�@�@�@�@�����̍̌@�E�A���E�����ɂ���Đ������ꂽ�i�t�T�͂���܂ł̍H���Ńi�t�T�@1Kg����A0.944823Kg-CO2�����Ă���B�������A�����ł͐����䗦�ŏ����������l�������i�t�T�ɗݐς����Y�_�K�X�Ƃ���B
�@�@�@�@0.1143
x 5.45 =
0.6229
2�j
�����d���ɔ����i���R����܂łɔ�������j�Y�_�K�X
�@�@�@�@0.245
x 0.894 =
0.2190
�@3�j�d�͋����̒��߂ɔ�������Y�_�K�X
�@�@�@�@0.547
x 0.09 =
0.0498
�@4�j�R���̔R�Ăɂ�蔭������Y�_�K�X
�@�@�@�i�d���̔R�Ăɔ�����������Y�_�K�X�jX
�i�R�����P�ʁj
�@�@�@�@3.13
x 0.894 =
2.798
�]���āA�i�t�T�̕����H���ł́A�V���Ɂ@3�j�A4�j�̒Y�_�K�X����������B���̌��ʁA�r�o�Y�_�K�X�́A�i�t�T�����ɐ������ċ��������Y�_�K�X���܂߁A�������X�Ƃ��ăt���A�[�ŔR�Ă����Y�����f��蔭������Y�_�K�X���ݐς����B������A�r�o�Y�_�K�X�́A�}-3.5�Ɏ������悤�ɂȂ�B
�v���s�����@�@�@1.000�@Kg�ɑ��锭���Y�_�K�X�́A
0.6229
+ 0.2190 + 2.798 + 0.0498 = 3.7319 CO2-Kg/5.45
Kg-���i
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@=
0.677 CO2-Kg/
Kg-C3�f�@�@�@�@
�ƂȂ�B
���̎����Y�����e�����ɂ��Ă����ʂ̗ݐϒY�_�K�X�����ׂ����B
���Ȃ킿�A�G�`������AC4�fs�����A�����K�\�����Ȃǂ��v�X�P�ʏd�ʓ���0.677Kg�̗ݐϒY�_�K�X�̔����ʂ�������̂Ƃ����B
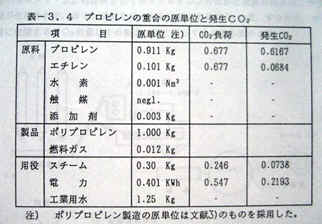
3.4
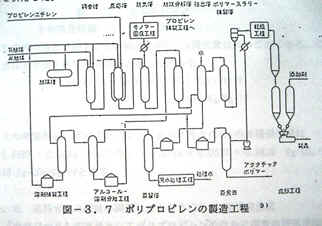
�|���v���s�����̐���
�|���v���s�����́A�v���s�������d�����ē����邪�A�ŋ߂ł͂͗l�X�ȉ��ǃv���Z�X���J������A�G�l���M�[���P�ʂ����Ȃ���サ�Ă���B�����ł́A����3�j�̒l�����p�����B
�A�����̒Y�_�K�X������
�@�y���b�g�̗A���ɌW��Y�_�K�X�̔��������̂悤�Ȋ����Z�o�����B�@�@�@
�@�@�g���b�N�@�@�@�@�@10����
�@�@�ύڗʁ@�@�@�@�@�@10��
�@�@�p�@�@�@�@�@�@�@1���t���R��
�@�@���ϗA�������@�@�@50
Km
��L�����̉��ł̃g���b�N�A���ł̒Y�_�K�X�����ʂ͎��̂��Ƃ��Ȃ�B�Y�_�K�X�����̗v���̓g���b�N�R���̔R�Ăɂ����̂ł���B
�@�@�@�@�@0.742�@Kg
/ Kg x
50 =
37.1 Kg / 10 t-PP
= 0.0037
Kg / Kg-PP
�@�ȏ�̍l�@����A�|���v���s�����̐��i�ɔ����Y�_�K�X�̗ݐϔ����ʂ́A
0.6167
+ 0.0684 + 0.0738 + 0.2193 + 0.0037 =
0.9819
Kg-CO2 /
Kg-pp
�ƂȂ�B
3.5�@�����K���X�@�ۂ̐����ɔ����Y�_�K�X�̗ݐϔ�����
�w�J�^���[�N�x�̌����Ƃ��ă|���v���s�����̂ق��Ɏ����̕⋭�p�ɃK���X�@�ۂ��g�p�����B�K���X�@�ۂ邽�߂ɔ�������Y�_�K�X�̗ʁA���Ȃ킿�A�K���X�@�ۂɕt������Y�_�K�X�̗ʂ͂��̐����H���ɏ]���ċ��߂�K�v������B
�K���X�@�ۂ̐����ɂ����Ĕ�������Y�_�K�X�̗ʂ́A����3�j�ɃK���X�r�̐����ɂƂ��Ȃ��Y�_�K�X�̔����ʂ̋L�ڂ�����̂ł�����Q�l�ɂ��Ď��̂悤�ɐ��肵���B
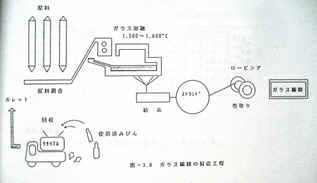
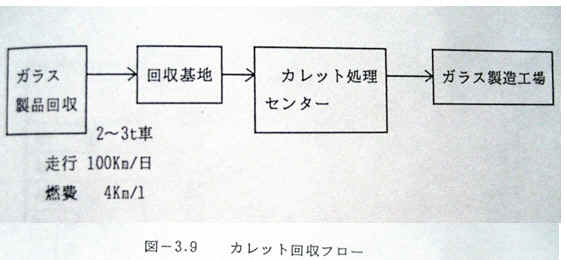
�K���X�@�ۂ̐����v���Z�X
���݁A���[�J�[���K���X�@�ۂ����Ă����\�I�ȃt���[��}-3.8�Ɏ������B��{�I�ɂ̓K���X�@�ۂ��K���X�r�Ɠ��l������n�Z���A������p���Ȃ���@�ۉ��A�������́A���`���Ă���̂ŁA�g�p����G�l���M�[�Ƃ��Ă͑卷���Ȃ��A�K���X�r�̐����H���ɂ�����Y�_�K�X�̔����ʂ𐄒肷��A�K���X�@�ۂ̒Y�_�K�X�����ʂƂ��Ďg�p�ł�����̂Ƃ����B
�����W
�K���X�@�ۂ́A���̑g���ɉ����āA�e�팴���ƁA����ɁA�J���b�g�ƌĂ�����K���X���������Ƃ��Đ�������Ă���B�e�팴���́A�������A�\�[�_�D�A�ΊD�A�ق��ɂȂǂł��邪�A�����̌����̔䗦�́A���������K���X�@�ۂ̎�ނƁA�J���b�g�̑g���A�䗦�ɂ���Č��߂���B���Ȃ݂ɁA�e��K���X�@�ۂ̑g����\-3.5�Ɏ������B�����̔䗦�͐��i�g�����ړI�Ƃ���䗦�ƂȂ�悤�Ɍ��߂��邪�A�����̃f�[�^�́A�������[�J�[�̃m�E�n�E�ɂȂ��Ă���ڂ����f�[�^�͂Ȃ��̂ŁA�����ł́A�K���X�r�̌����g�����Q�l�ɂ���B

����3�j�ł́A�K���X�r�̌����g�������̂��Ƃ����߂Ă���B
�J���b�g�̎g�p���ƂƂ��ɁA�S�̂̏d�ʃo�����X�����߂��ōl�����Ȃ���Ȃ�Ȃ��̂́A�K���X�̐����ߒ��ʼn��w�������N����A�ꕔ�A�Y�_�K�X�Ƃ��Čn�O�Ɉ�U������̂�����ƌ������Ƃł���B����ɂ��ẮA��̍��ŏq�ׂ�B
�s���J���b�g
�J���b�g�́A�K���X�����H����Ŕ�������̂Ǝs�����甭��������̂ɑ�ʂ����B�����ł́A�s�������������K���X�@�ۂ��x�[�X�ɃJ���b�g���Đ��g�p������̂Ƃ��āA������ɕK�v�ƃG�l���M�[����ɔ����Y�_�K�X�̂��Z�o�����B���̉ߒ������Ɏ����B
�s���J���b�g1,000
Kg����̉���A��������G�l���M�[
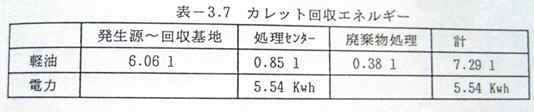
�����ߒ��Ō������甭������Y�_�K�X
�����̗Z���Ɛ��`�E����̍H���Ń\�[�_�D�ƐΊD����Y�_�K�X����������B
�@�@Na2CO3
�\>
Na2O
+ CO2
CaCO3
�\>
CaO +
CO2
�]���āA�����̃\�[�_�D�ƐΊD�̎g�p�ʂɒY�_�K�X�̕��q�ʗ����悶�ĎZ�肷��B�����R���̔R�Ăɔ����Ĕ�������Y�_�K�X�Ƌ�ʂ��Ď�舵���B
�K���X�@�ۂ̐����\�t���[
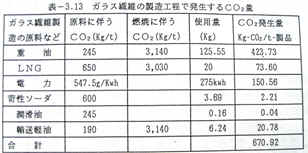
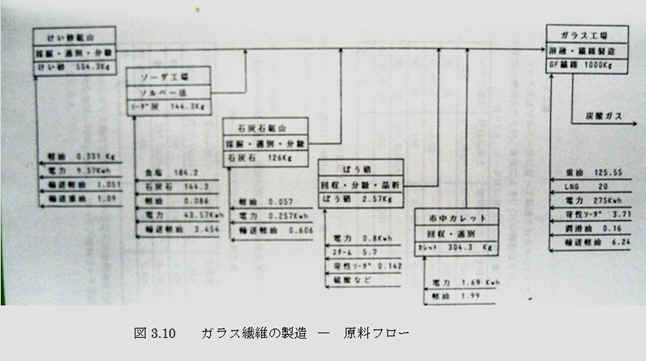
�K���X�@�ۂ̐����ɔ��������̃t���[��3�j�Ɂ@�]���ċ��߂��B���ʂ�}-3.10�Ɏ������B�K���X�@��1,000
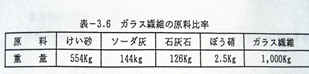
Kg������̂ɕK�v�Ƃ���e�팴���ƁA���ꂼ��̏����H���ł̕K�v�����A���[�e�B���e�B�[�����߂��B
�������z�R�ł̍̌@�E�I�ʁE�����H���ŕK�v�Ƃ���e�탆�[�e�B���e�B�[�Ƃ���ɔ����Y�_�K�X�̔����ʂ́@���̂悤�ɂ��ċ��߂��B
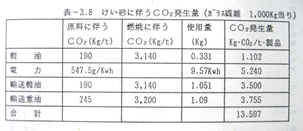
�K���X�@��
1,000 Kg�̐����ɕK�v�Ƃ���邯�����̎g�p�ʂ́A
554.3 Kg�ł���A����ɔ����Y�_�K�X�̔����ʂ�
13.597 Kg�ƂȂ����B�]���Č����������ɂ́A24.5
Kg / t �̒Y�_�K�X���������ƂɂȂ�B
�@�@�@�@�@
�i2�j
�\�[�_�H��
�\�[�_�D�̓\���x�[�@�ɏ]���Đ����������̂Ƃ����B�����Ƃ��Ă͐ΊD�ƐH�����g�p����邪�A�H���ɂ��Y�_�K�X�̔����͂Ȃ��B
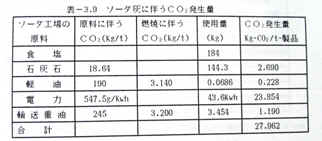
�K���X�@��
1,000 Kg�Y����ۂ̃\�[�_�D�̎g�p�ʂ�
114.3 Kg�ł���A����ɔ����Y�_�K�X�̔����ʂ́A27.962
Kg �ƂȂ����B�]���āA�����\�[�_�D�ɂ́A
193.78 Kg / t �̒Y�_�K�X�����ƂɂȂ�B
�i3�j
�ΊD�z�R
�ΊD�̍̌@�E���ӁE�����ɔ����Y�_�K�X�̔����ʂl�ɂ��ċ��߂��B
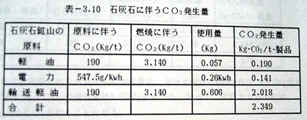
1,000
kg �̃K���X�@�ۂ�����ۂ̐ΊD�̎g�p�ʂ́A126
kg �ł���A����ɔ����Y�_�K�X�̔����ʂ́A2.349
Kg �ƂȂ����B�]���āA�����\�[�_�D�ɂ́A18.6
Kg / t�@�̒Y�_�K�X���������ƂɂȂ�B
�i4�j
�ق��ɂɔ����Y�_�K�X�̔�����
�ڂ��ɂɂ��Ă͂��̐����H��Ŕ�������Y�_�K�X�̗ʂ����삲�Ƃ����߂��B
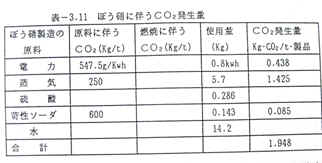
�ڂ��ɂ̎g�p�ʂ�2.57
Kg �ł���A����ɔ����Y�_�K�X�̔����ʂ�1.948
Kg �ƂȂ����B�]���āA�����ڂ��ɂɂ́A757.97
Kg / t �̒Y�_�K�X���������ƂɂȂ�B
�i5�j
�J���b�g�̉���E�Đ��ɔ����Y�_�K�X�̔�����
�J���b�g�ɂ��Ă͂��̉���E�Đ��H���Ŕ�������Y�_�K�X�̗ʂ����̂��Ƃ����߂��B

�̒Y�_�K�X���������ƂɂȂ�B
�i6�j
�K���X�@�ۍH��ŃK���X�@�ۂ�����H���Ŕ�������Y�_�K�X�̗�
�K���X�@�ۍH��Ŕ�������Y�_�K�X�̗ʂ��H���Ŏg�p���郆�[�e�B���e�B�[�ɏ]���Ď��̂��Ƃ����߂��B�e�ޗ��̎g�p�ʂ͕���3�j�̃K���X�r�̐����Ɋւ��Ďg�p����Ă���f�[�^���Q�l�ɂ����B
�K���X�@�ې����H���ł͂��̑��Ƀ\�[�_�D�Ȃ�тɐΊD�̗Z���E�����ɂƂ��Ȃ��Y�_�K�X�̔���������B���̗ʂ�
�@�@�\�[�_�D�F�@114.29
x 44/106 =
59.894 Kg / t
�@�ΊD�@�F
126 x 44/100
= 55.44
Kg / t
�]���āA�K���X�@�ۂ̐����H���ł́A785.25
Kg / t�̒Y�_�K�X���������邱�ƂɂȂ�B
�i7�j
�K���X�@�ۂɁ@�����Y�_�K�X�̔�����
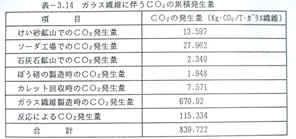
�ȏ�̂悤�Ȍv�Z�̌��ɃK���X�@�ۂ̎g�p�ɍۂ��ẮA����ɂƂ��Ȃ��Y�_�K�X�̗ݐϔ����ʂƂ��Ă͕\-3.14�̂��Ƃ��Ȃ�B
�܂��A�K���X�@�ۂ́A�����|���v���s����������ߒ��Ŏ���
�ɗ��肱�܂�邪�A���̎��̍��������`�ԁA���̒i�K�A���@�ȂǂɂȂ��ăG�l���M�[���P�ʂ��ς��ė���B
�����ł́A�Ƃ肠���������̕s�m��v�f���܂߂ăK���X�@�ۂ̐��i�ɔ����Y�_�K�X�̔����ʂ���q�̂悤�ɂ��ċ��߂�839.7
Kg / t-�K���X�@�ۂƂ����B
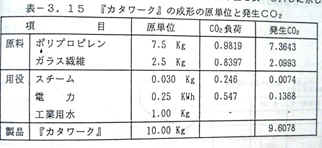
3.6�@�w�J�^���[�N�x�̐��`
�w�J�^���[�N�x�͎����ޗ��𐬌`���Đ��������B���̍H���ł́A�ݔ�������̉ߔM�ɕK�v�ȃX�`�[���A�d�́A����ɂ́A��A�̐ݔ��̋쓮�p�̓d�͂��K�v�Ƃ����B�����̐��`�̂��߂ɕK�v�ȍޗ��ƃG�l���M�[�̌��P�ʂ�\-3.15�Ɏ������B
�@�A������
�Y�_�K�X�̔�����
�@�@�w�J�^���[�N�x�̗A���ɌW��Y�_�K�X�̔��������̂悤�Ȋ����Z�o�����B
�@�@�@�g���b�N�@�@�@�@�@10����
�@�@�@�ύڗʁ@�@�@�@
500�@��/��
�@�@�@�p�@�@�@�@�@�@�@10��
/ ����
�@
���ϗA�������@�@�@�@200
Km
���̏������ł̃g���b�N�A���ł̒Y�_�K�X�����ʂ́A�g���b�N�̔R���̔R�Ăɂ����̂ł���B
�@�@0.742
Kg / Km x 200 =
148.4 Kg / 500���w�J�^���[�N�x
�@�@�@�@�@�@�@�@�@�@�@�@
= 0.297 Kg / �w�J�^���[�N�x
�ȏ�̍l�@����A�w�J�^���[�N�x�̐��i�ɔ����Y�_�K�X�̗ݐϔ����ʂ́A
�@�w�J�^���[�N�x�̐����ɔ����Y�_�K�X�����ʁ@�@9.608
Kg-CO2
�@�w�J�^���[�N�x�̉^���ɔ����Y�_�K�X�����ʁ@�@0.297
Kg-CO2
���v
= 9.905 Kg-CO2
9.9
Kg-CO2
/�w�J�^���[�N�x
�ƂȂ�B
3.7�@�܂Ƃ�
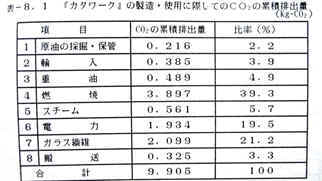
�w�J�^���[�N�x�̐����Ɋւ���Y�_�K�X�̔r�o�ʂ𒆓��ɂ����錴���̍̌@����n�܂�A�A���A�����A�i�t�T�E�N���b�L���O���o�āA�v���s�����̏d���A�|���v���s�����̐��`���H�H���܂ŁA�w�J�^���[�N�x�̈�A�̐����ɂ����锭���Y�_�K�X�̗ݐϗʂ����߂��B
���̌��ʁA�w�J�^���[�N�x�����[�U�[�^�g�Ǝ҂̂��ƂŎg�p�����܂łɁA�ꖇ����
�@9.905
Kg-CO2�@����C���ɔr�o����Ă��邱�Ƃ����������B
���̓���ɂ��Ă܂Ƃ߂������\-3.16�ł���B
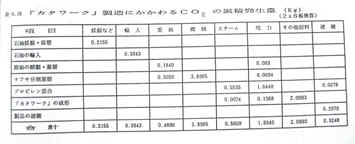
�w�J�^���[�N�x�̎g�p�ɍۂ��āA���̓]�p���l������ƁA�g�p�̏����A�R���N���[�g�Ő�̌^�g�̊Ǘ��̏ɂ���邪�A�w�J�^���[�N�x�̏ꍇ�ɂ�10�`20����x�̌J��Ԃ��g�p���\�ł���B�]���āA�����œ]�p��10�`20��Ƒz�肵�Ĉ��̎g�p�ɔ����Y�_�K�X�̔����ʂ����߂�ƁF

�@�@���Ȃ킿�A0.5�`0.99�@Kg-CO2
/ ���E��ƂȂ�B
���̕\-3.16����A�w�J�^���[�N�x�̐����ߒ��̒��ł̓i�t�T�̕����ߒ��ŁA�R�Ăɂ�蔭������Y�_�K�X�����ɑ傫�Ȕ䗦���߂Ă��邱�Ƃ��킩��B�܂��A�d���A�X�`�[���A�d�͂ȂǃG�l���M�[�Ƃ��ď�������̂���ʂ̒Y�_�K�X�̔������ƂȂ��Ă���B
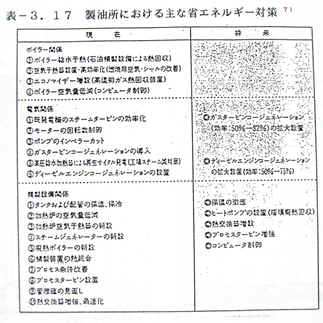
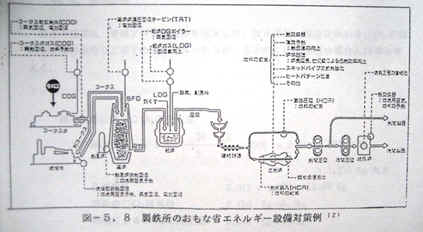
�@������������ɑ��āA�Ζ����w�H�ƊE�ł́A�������ɂ�����R�ċZ�p��^�]�Z�p�����P����ȂǗl�X�ȏȃG�l���M�[�̐��i���v���Ă���B���̈�Ⴊ�\-3.17�Ɏ����悤�ȏȃG�l���M�[�̂��߂̐ݔ��̉��P�ł���B
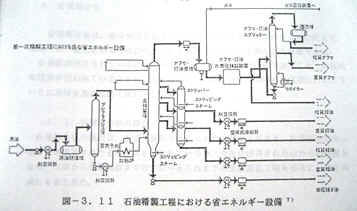
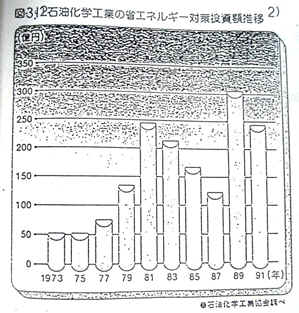
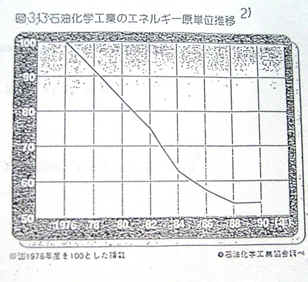
�܂��A�}-3.12�ɂ͐Ζ����w�H�Ƃ��ȃG�l���M�[��Ƃ��ē��������z���������B���������w�͂̐��ʂ��}-3.13�Ɏ����悤�ɁA�Ζ����w�H�Ƃɂ�����啝�ȃG�l���M�[���P�ʂ̌���ƂȂ��Ă���B
�ȏ�A����ւ̐V�����^�g�Ƃ��ĊJ�����ꂽ�A�������̌^�g�w�J�^���[�N�x�ɂ��āA���̐��i�ɂƂ��Ȃ��Y�_�K�X�̗ݐϔ����ʂ����߂����A����ɏڂ����l�@��������Ƃ���Ȃ�A
�iA�j
�R���p�E���h�H��ł̃G�l���M�[���P�ʂ̔c��
�iB�j
�K���X�@�ې����H���ł̌������P�ʂ̔c��
�Ȃǂ̌��������K�v�ł���B
�@�j�t�����́A�]���g�p����Ă������̍ޗ��ł����m�̊ۑ��ނɑウ�āA�k�āE���\�A�Ȃǂ̃J�����ɑ�\�����j�t�����g�p���Đ����������ł���B
�@�j�t�������ڂ���Ă���̂́A�A�тɂ��X�т̍Đ����\�ł��邱�ƁA�v��I�Ȕ��̂��s�Ȃ��Ă��邱�Ƃɂ��B�]���āA�����ł́A�Ǘ��A�т����ۂɍs�Ȃ��Ă���k�čނ�O���ɂ����Č����������B�@�@�@�@�@
4.1
�j�t�����̐����H��
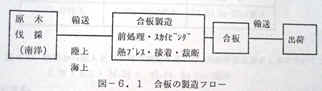
�@�j�t�����̐����́A�܂��A�����ł���ۑ��̔��̂���n�܂�B�j�t���͖k�ĎR�n�Ɏ��R���炳�ꂽ������o����Ă��邪�A����͐A�т��ꂽ�R����̔��̂ƂȂ�B���̂��獇�����܂ł̃t���[������܂ł̍������H�����Q�l�ɂ��āA���̗�����܂Ƃ߂��B
4.2
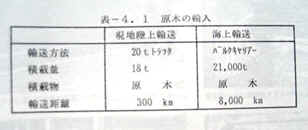
���ؔ���
���̔��̂́A�k�Ă̐X�т�z�肵���B���ؔ��́E�A���ɌW��O������̂��Ƃ��l����B
�@�@�@
���ؔ��́@�@�@�ۑ��@�a�@300�����@
�����@20���i�L�������j
���ؔ�d�@�@�@0.9
���̂̂��߂̔R���@�@�y���@�@0.011
Kg / Kg-����
���ؔ��̂ɔ����Y�_�K�X�̔�����
�@�@�@�@�@�@�@�@�@�@
���؏d�ʁ@�@

= 1,27 x 103 Kg /�f����
�K�v�R���@�@�@�@
�@0.011
x 1,270 =
13.97 Kg
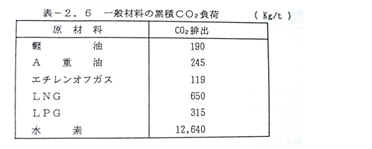
�R���̒Y�_�K�X���P��
0.190 Kg-CO2
/ Kg
�R�Ăɖ�Y�_�K�X�������p
0.010 Kg-CO2
/ Kg
�]���āA���؈�{�̔��̂ɔ�����������Y�_�K�X�̑��ʂ́A
�@�@�@�i0.190�@�{0.010�jx
13.97 =
2.79 Kg-CO2
/ ����
���ؗA��
���̗A���ɔ����Y�_�K�X�̔����ʂ͎��̂悤�ȑO��̉��Ɍv�Z�����B
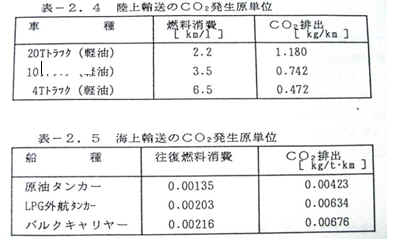
20���g���b�N�ł̒Y�_�K�X�̔����ʁF
�@�@CO2
�̔r�o�@�@�@�@�@1.180�@
Kg / Kg
�@�@���̐ύڗʁ@�@�@�@�@18
/ 1.27 =
14.2 �{
1.18 x
300 / 1.27 =
24.9 Kg-CO2
/ ����
�o���N�L�������[�ł̒Y�_�K�X�̔����ʁF
�@CO2
�̔r�o�@�@�@�@�@0.00676
Kg / t-Km
0.00676
x 8,000 x 1.27 =
68.68 Kg-CO2
/ ����
�]���āA���̂���A���܂ł̊ԂŔ�������Y�_�K�X�̗ݐϗʂ́@���؈�{�ɂ��āF
2.79 +
24.9 + 68.68 =
96.37 Kg-CO2
/ ����
�ƂȂ�B
4.3
������
�A�����ꂽ���͎��̂悤�ȍH���ō��ɂ����B
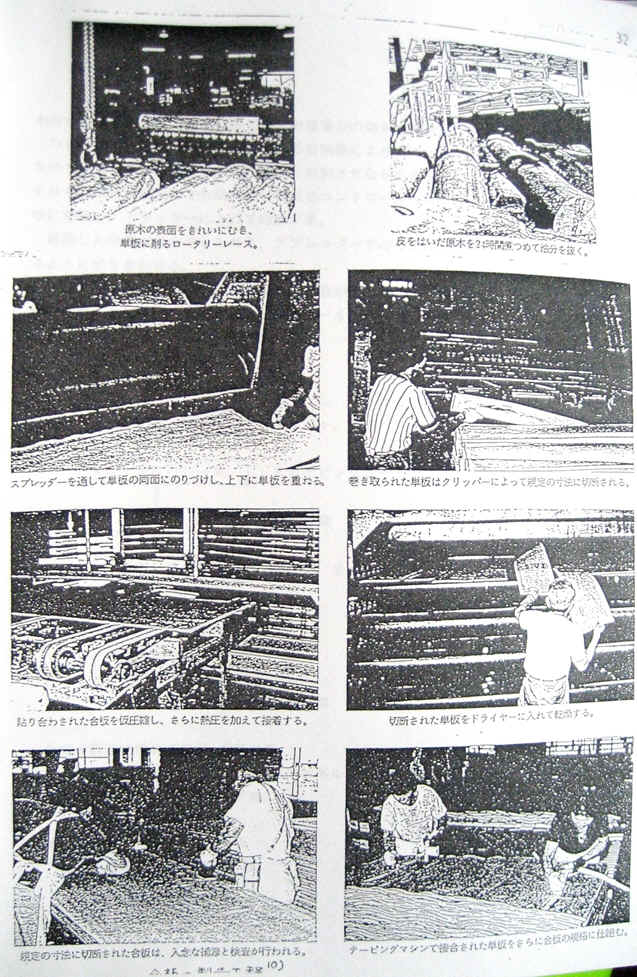
�܂��A���̌����ނ������̂��ϕ����̔M����24Hr�ς�B����ɂ���āA�̒��̖����������A��̐ڒ��H���ł̐ڒ��͂̌��ʂ����߂�B
�����ŁA���[�^���[���[�X�ƌĂ��؍�@�ɂ�肳��ɕ\������ɂ�����A�������[�^���[���[�X�Ō�����]�����Ȃ���P�ɍ��B�P�̌��݂͂��ꂼ��̗p�r�ɂ����0.5�o�`5mm���x�ɃR���g���[�������B���̒P��K���ȕ��ɐؒf���A�h���C���[�ɓ���Ċ�������B
���������P�͐ڍ���������A�X�v���b�_�[�ŌЕt�����āA�ꖇ�ꖇ��������悤�ɒ��荇�킹��B
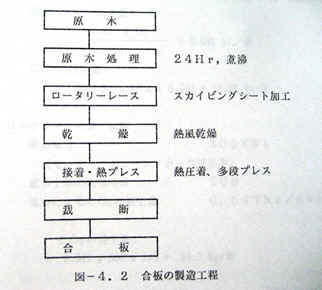
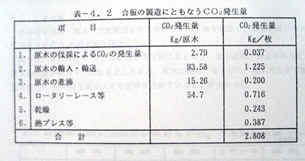
����Ɉ��������āA����ɔM���������č����o���オ��B�Ō�ɏc�Ɖ��̐��@��ؒf�ɂ���ďグ��B�����̍H����}�\4.2�Ɏ������B
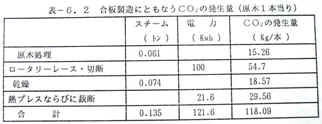
���̐����ɌW��Y�_�K�X�̔�����
���̐����ɂ����ẮA�l�X�Ȍ`�ŃG�l���M�[��������B�����̃G�l���M�[�̔����ɔ����Y�_�K�X����������B
�@���̐����ɂ����ẮA�l�X�Ȍ`�ŃG�l���M�[��������B�����̃G�l���M�[�̔����ɔ����Y�_�K�X����������B
���؏���
�@����24Hr�ϕ���������B
�@�����F�@20���@�|�|�|�|�|>100���܂ʼn��M
�@�@�@�@�@24Hr�@���u�B���̊�20%�̃X�`�[�����[
�@�@�@�@�@���̔�M
�@�@�@
0.4 cal / g�E���@�@
�@�@�@�@�@�X�`�[���̃J�����[�@�@�@800�@Kcal
/ Kg�@
�@�@�@�@�@�X�`�[����CO2�������P��
250 Kg / t�E�X�`�[��
�@�@�@�@�@���̏d�ʁ@�@�@�@�@�@�@�@1,270
Kg / �{
�@���M�ɕK�v�ȔM�ʁF
�@�@�@1,270
x 0.4 x ( 100 – 20 ) x 1.2 =
48.83 x 103
Kcal/�{
�@�K�v�ȃX�`�[���̗�

�@�@�@�Y�_�K�X�̔����ʁF
�@�@�@�@�@250
Kg / t�E����
x 0.061 =
15.26 Kg / �{
���[�^���[���[�X�E�ؒf
�@���v�d�́@�@�@�@�@�@�@�@�@�@�@�@�@�@300
Kwh�@�@�@�@�@
�@�@�i���[�^�[�A�N���[���A�z�[�N�ȂǍ��݁j
�@����1�{�̏�������
20�@��
�@�d�͂ɂ��CO2�����ʁ@�@�@0.5�S�VKg/KWh
�@�@CO2�����ʁF
0.547 x
300 x 1/3 =
54.7 Kg / �{
�����E�E�E�E���ꖇ�Ō�������B
�@
���T�C�Y�@�@�@600
x 1,800 x 12 ( mm )
�@��d
0.9
�@��M
�@�@�@
0.4 cal / g�E��
�@���C���M�@�@�@�@30
atm�X�`�[���@�@�@800
Kcal / Kg
�@�M������
�@
60 %
�@����
120���A�@60��
�K�v�ȔM��
�@
0.4 x 12,960 x 0.9 x ( 120 – 20 )
= 466.56 Kcal / ��
�K�v�ȃX�`�[����

����CO2��
250
x 103
x 0.972
= 0.243
Kg / ��
�M�v���X�i�ڍ��j�Ȃ�тɍْf
�@�d�͉��M
50
--à
150�@��
�@��M�@�@�@�@
�@0.4�@
cal / g�E���@�@
�@�u���X�@���́@�@
�@50
Kw
�@�@�@�@�\��
100 ��
/ Hr
�@�d�͂̃G�l���M�[���Z2,250
Kcal / KWh
�@���M�ɕK�v�ȓd��
0.4 x
12,960 x 0.9 x 100 / 2,250 =
0.2074 KWh / ��
�@�v���X
�@�T�O
/ 100 = 0.5
KWh / ��
�@CO2������
0.547
x ( 0.2074 + 0.5 ) =
0.3869 Kg-CO2
/ Kg
�����獇�܂ł̒Y�_�K�X�̔����ʁ@�@
�����獇�܂ł̒Y�_�K�X�̔����ʂ����߂邽�߂ɁA��{�̌����瓾���鍇�̖������Z�o����B���{�̍������̏ꍇ�ɂ́A���̗��p����65�`70���ƌ����Ă���B11�j �]���āA�a��30�p�A������20m�̊ۑ����瓾���鍇�̖����́F
�@�@���ɂ��^�g�́A�ʏ�A12mm�̓V�ɎV�ŕ⋭�����`�Ŏg�p�����B�V�����t����̂͌^�g��H�̎d���ł���A�^�g�Ǝ҂����ރZ���^�[�������͌�����ŕK�v�ȃT�C�Y�ɍ��킹�č����B�������Č^�g�Ƃ��Ċ������邪�A�����ł͂��̍�Ƃɂ��Y�_�K�X�̔����͂Ȃ����̂Ƃ���B
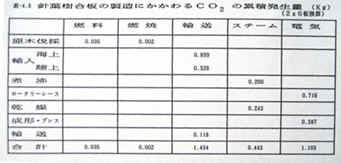
���̌��ʁA�k�m�ނ������Ƃ������̐����ɌW��Y�_�K�X�̔����ʂ̓g�[�^���Ŏ��̂悤�ɂȂ����B
���̌^�g�ł́A2
x 6�ł̒Y�_�K�X�̔����ʂ́A2.808
Kg-CO2 / ���ƂȂ����B
���̗A���ɔ����Y�_�K�X�̔�����
�����g�p����܂ŗA������ۂ̒Y�_�K�X�����ʂ͎��̂悤�ɋ��߂��B
�@�@�@�g���b�N�@�@�@�@�@�@�@
4 ����
�@�@�@�ύڗʁ@�@�@�@
�@
�@
200�@��/��
�@�@�@�p�@�@�@�@�@�@�@
�@���ς�
�@
���ϗA�������@�@�@�@�@50�@
Km
���̏������ł̃g���b�N�@�A���ł̒Y�_�K�X�����ʂ́A�g���b�N�̔R���̔R�Ăɂ����̂ł���B
�@
0.472 Kg/Km x�@50
= 23.6 Kg/200��-����
�@�@�@�@�@�@�@�@�@�@
= 0.118 Kg/����
�ȏ�̍l�@����A�k�m�ގg�p�̍��̎g�p�ɔ����Y�_�K�X�̔����ʂ́A
�@2.808
+ 0.118 =
2.926 Kg/����
�ƂȂ�B
4.4
�܂Ƃ�
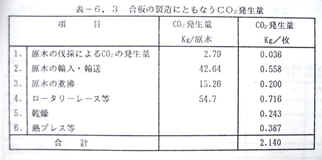
�k�m�ނ́E�A���A���������o�Č^�g�܂ł̍H����z�肵�A�g�p����ɔ�������܂ł̒Y�_�K�X�̔����ʂ𐄒肵���B
�@�\-4.3�ɗݐϒY�_�K�X�̔����ʂ����ڕʂɂ܂Ƃ߂��B���̌��ʁA���̏ꍇ�ɂ́A���̔��̂��Y�n�ōs�Ȃ���Ƃ��납��A���̔��o�A�Ȃ�тɁA�A���̂��߂̐ݔ��ɔ����Y�_�K�X�̔����ʂ��傫�Ȕ䗦���߂Ă��邱�Ƃ��킩�����B
�j�t�����̓]�p�ɂ��ẮA�]���̓�m�ލ��Ɠ��l�A3�`4����x���\�ƍl���A�����ł́A3�`4��̓]�p��z�肵�Ĉ��̎g�p�Ŕr�o����Y�_�K�X�̗ʂ����߂��B���ʂ͎��̒ʂ�ł���B
���̎g�p�ɔ����Y�_�K�X�̔����ʁF

�Ȃ��A���̐����ߒ��̂����A���[�^���[���[�X�A�M�v���X�Ȃǂ̓d�͏���ʂ�����ɏڂ�����������K�v�����邪�A�S�̂̒Y�_�K�X�̔����ʂɐ�߂銄�����炷��Ƃ����̔䗦�́@�ɋ͂��ł���̂ŁA�����ł͂���ȏ�̌����͏ȗ������B
�܂��A�M�ю����̔��̂ɔ����Y�_�K�X�̌Œ��p�ɂ��ẮA��C���̒Y�_�K�X�Z�x�̏㏸�ɑ�����ʂ́A�����ߒ��E�A���ߒ��Ŕ�������Y�_�K�X�ƑS�������e����^����ƍl������̂ŁA�n�����ɑ���D�����̕]���Ƃ��Ă͓��R�l�����ׂ����ł���B�������A�����ł͒P�ɓV�R�����̎��ݐϒY�_�K�X�̔����ʂ̓[���Ƃ݂Ȃ��ċc�_�����B�X�ю����̔��̂ɂ��Y�_�K�X�̌Œ芈����~�ɂ��Ă͌�قǍl�@����B
5�@�X�`�[���^�g
�@���^�g�Ƌ��Ɍ��݂悭�g�p����Ă���^�g�ɃX�`�[�����̌^�g������B�]�p�������A�d�オ��R���N���[�g�ʂ����ł���̂őł������p�̌^�g�Ƃ��Ďg���邱�Ƃ������B���ʁA�d�ʂ��d���A��Ƃ������ւ�Ƃ����w�E������B���ɑ���^�g�Ƃ��Ď��т̂���X�`�[���ɂ��āA���̐����H���ɂ����锭���Y�_�K�X�̗ʂ����������B
5.1�@�����H��
�@�Y�_�K�X�̔����ʂ����߂邽�߂ɑz�肵���X�`�[�����^�g�̐����H�������Ɏ����B
5.2�@�S�z�̌@
�@�����ƂȂ�S�z�̖w�ǂ͗A���ł���B���̎�ȗA����̓I�[�X�g�����A�A�u���W���A�C���h�A��A�t���J�Ȃǂł���B�}-5.2�͂킪���̓S�z�A�ΒY�̌����\�[�X�����������̂ł���B
�S�z�̍̌@�ɕK�v�ȃG�l���M�[�́@�d���̊��Z�ŁA0.0515
Kg / �S�z��1.85Kg�ł���B3�j�@
�@�d���̔����ɂƂ��Ȃ��Y�_�K�X�̔����ʁF
0.245 Kg / Kg x 0.0515
= 0.0126
�@�d���̔R�ĂɂƂ��Ȃ��Y�_�K�X�̔����ʁF
3.13 Kg
/ Kg x 0.0515 =
0.161
�@���{�ւ̗A���́A�C��A���Ƃ����B��\�I�ȃP�[�X�Ƃ��ăI�[�X�g�����A����̗A�����l�����B
�I�[�X�g�����A����̗A������
6,000 Km
�A����i�@�@�@�@�@�@�@�@�@�@�@�@�@�C��A��
�o���N�D
0.00676
Kg-CO2 /
t-Kg
�S�z�̗A���ɔ����Y�_�K�X�̔����ʁF
0.00676 Kg
/ t-Km x
6,000 = 40.56 Kg / t
= 0.0406 Kg
/ Kg
�]���āA�A�������S�|���̒Y�_�K�X�����ʁF
0.01260
+ 0.161 + 0.0406 =
0.2142 Kg / 1.8858 Kg-�S�z��
5.3�@�ΒY�̌@
�@���S�p�̌����Y�̗A����̓I�[�X�g�����A�A�A�����J����ł���B�����ł́A�A�����J����̗A����O���B
����3�j�ɂ��A�ΒY�̍̌@�ɕK�v�ȃG�l���M�[�́A�d���̊��Z�ŁA�@0.0161�@Kg
/ �ΒY0.609-Kg�@�ł���B3�j
�S�z�̏ꍇ�Ɠ��l�A�ΒY�̍̌@�ɔ����Y�_�K�X�̔����ʂ́F
�@�@�@(
0.245 Kg / Kg +
3.13 ) x
0.0161 =
0.0543
���{�ւ̗A���͊C��A���Ƃ����B��\�I�ȃP�[�X�Ƃ��ăA�����J���̗A�����l�����B
�A�����J����̗A������
�@�@�@�@
8,000 Km
�A����i�@�@�@�@�@�@�@�@�@�@�@�@�@�C��A��
�o���N�D
0.00676 Kg-CO2
/ t-Kg
�S�z�̗A���ɔ����Y�_�K�X�̔����ʁF
0.00676 Kg
/ t-Km x
8,000 = 54.08 Kg / t
= 0.0541 Kg
/ Kg
�]���āA�A�������ΒY�̒Y�_�K�X�����ʁF
0.0543 +
0.0541 =
0.1084 Kg / 0.609 Kg-�ΒY
�@
�@
�@
�@
�@
�@
�@
�@
�@
�@
�@
�@
�@
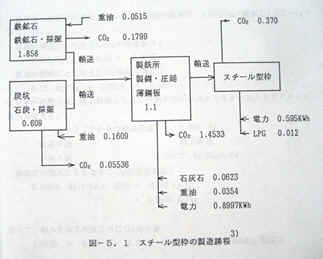
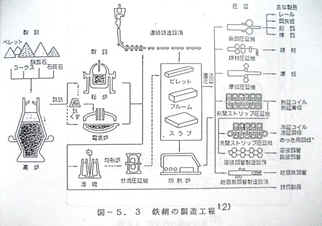
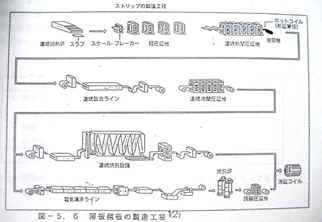
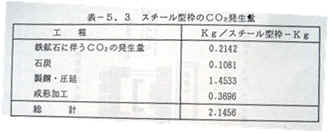
�@���S���ɂ����鐻�|�E�����Ȃ�тɔ��|�̐����H���́A�@�@�}-5.3�Ɏ����Ƃ���ł���B���̍H���ł̈�A�̃G�l���M�[����́@���̒ʂ�ł���B
�@�@�@���F���甭������Y�_�K�X
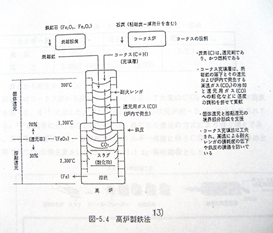
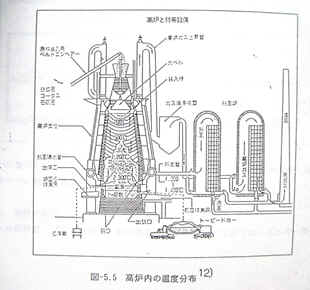
�@�S�z�̓R�[�N�X�F���甭�������_���Y�f�Ɣ������đ�ʂ̒Y�_�K�X����B���F���S�@��}-5.413�j�Ɏ������B�܂��A���F�̉��x�̏��}-5.512)�ɂ܂Ƃ߂��Ă���B�S�|���ɂ�����Y�_�K�X�̔����́A�S�z�̊Ҍ��̕����ɂ���X�l�X�ł���B�����ł͕���3�j���A�S�|���ŃG�l���M�[����ɔ����Y�_�K�X�̔����ʂ��܂ߑS�H���ł̒Y�_�K�X�̔����ʂ�1.4533�@CO2-Kg
/ 1.1 Kg-���|�Ƃ����B
�X�`�[���^�g�̏ꍇ�A�w�ǂ��S�|���[�J�[���������Ă���̂Ő�
����������H���[�J�[�ւ̗A���͖��������B
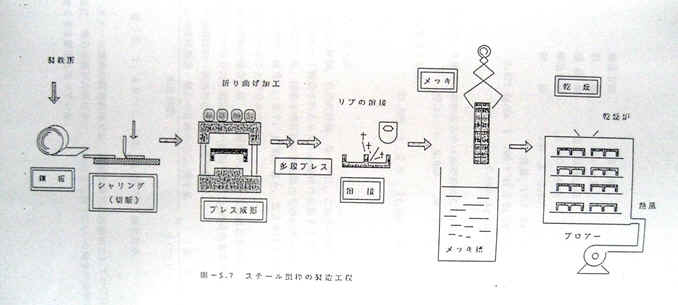
5.5�@�^�g�̐���
�X�`�[���^�g�́A�v���X���`�ƈꕔ�̗n�ڂ���Ȃ�B���̍H���ł̃G�l���M�[��������̕\�ɂ悤�ɑz�肵���B
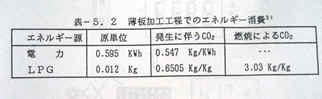
�]���āA���H�H���ł̒Y�_�K�X�̔����ʂ́F
�@0.547
x 0.595 + ( 0.6505 + 3.03 ) x 0.012 =
0.3696 Kg/Kg
5.6�@�X�`�[���^�g�ɂ��Y�_�K�X�̔r�o
�S�z�̍̌@�A�ΒY�̍̌@�A�Ȃ�тɂ����̗A���A���|�E�����A�����ā@�v���X���`�ɂ��X�`�[���^�g�̐����܂ŁA���̑S�H���ł̒Y�_�K�X�̔����ʂ̑��v�͈ȉ��̂��Ƃ��Ȃ����B
�X�`�[���^�g�́@300
x 1,800���̂Ƃ����1����17.3
Kg�ł���A�]���āA�ꖇ����̒Y�_�K�X�������p�́F
�@2.1456
x 17.3
= 37.11
Kg-CO2 / ��
�ƂȂ�B
����ɁA�X�`�[���^�g������܂Ŕ�������ꍇ�́@�A���ɔ����Y�_�K�X�̔����ʂ́A���̂悤�ȏ��������ƂɎZ�o����ƁA
�@�@�@�A�����@�@�@�@�@�@�@�@�@�St��
�@�@�@�`�ԁ@�@�@�@�@�@�@�@�@�@�p���b�g
�@�@�@�ύڗʁ@�@�@�@�@�@�@�@200��/��
�@�@�@�A�������@�@�@�@�@�@�@100�@Km
���i�@�@�@�@�@�@�@�@�@300
x 1,800
�i�@�d�ʁ@�@�@17.3
Kg �j�@
0.472 Kg
/ Km x 100 =
17.2 Kg-CO2
/ 200��
0.086
Kg-CO2 / ��
�]���āA�g�p���ɂ�����X�`�[���^�g�̒Y�_���������ʂ́A
�@�@�@37.11�@+�@�@0.086�@�@=
37.196 Kg-CO2
/ ��
���T�C�Y�́@�@2
x 6�@�̓���ł́A
�@�@�@37.196�@x
2 =
74.392 Kg-CO2
/ ��
�ƂȂ�B
5.7�@�܂Ƃ�
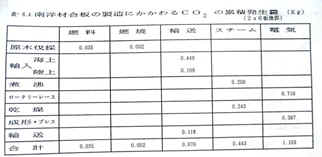
�S�z�̍̌@�A�ΒY�̍̌@�A�Ȃ�тɁA�����̗A���A�����ā@�A���|�E�����A�v���X���`���o�Đ��������X�`�[���^�g�̎g�p����܂ł̊Ԃɗݐς����Y�_�K�X�̔����ʂ𐄒肵���B���ʂ����ڕʂɂ܂Ƃ߂����̂��\-5.4�ł���B���̌��ʁA�X�`�[���^�g�ꖇ����A37.2
Kg�A�܂��A�Q
x 6����ŁA74.4
Kg�̒Y�_�K�X���������Ă��邱�Ƃ����������B
�X�`�[���^�g�̏ꍇ�ɂ́A�]�p��40�`50��ƌ����Ă���B�����œ]�p��40�`50��Ƒz�肵�Ĉ����̒Y�_�K�X�̔����ʂ����߂�Ǝ��̂悤�ɂȂ�B
�X�`�[���^�g�̈��̒Y�_�K�X�����ʁF
�@�X�`�[���^�g�����E�����̂��߂�CO2�����ʁ@

�@
=
1.49�`1.86�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@
�]���āA1.49�@�`�@1.86�@
Kg-CO2
/ ���E��ƂȂ�B
�X�`�[���^�g�̐����ߒ��ł́A���|�H���ł̕��Y���Ƃ��Ă̒Y�_�K�X��1/3�A���̑��ɁA�d�͏�����ɂ������A����ɔ����Y�_�K�X�̔������S�̂̔����Y�_�K�X��傫������v���ƂȂ��Ă���B
�@
�S�|�E�ł͂��������G�l���M�[������Y�ƂƂ��Ă̎Љ�I�ȐӔC���\���������ϋɓI�ɏȃG�l���M�[��Ɏ��g��ł���B���ɓ��{�̓S�|�Ƃ̃G�l���M�[�g�p�����͏��O���ɔ�ׂĔ��ɍ����A���E�̓S�|�Ƃ����{���݂̎g�p�����œS��A���ɒY�_�K�X�̔r�o�ʂ��@2���A�ʂɂ��āA�ꉭ�g��/�N���팸�ł���Ƃ����Ă���
�e��^�g�̐����ɂƂ��Ȃ���������Y�_�K�X�̗ʂ��r���邽�߂ɁA���s�̓�m�ތ^�g���ɂ��Ă������悤�ɒY�_�K�X�̔����ʂ����߂��B
6.1
��m�ލ��̐����H��
��m�ލ��̏ꍇ�ɂ����Ă��A���̐����ߒ��́A�j�t�����̏ꍇ�Ɠ��l�A�܂��A�����ł���ۑ��̔��̂���n�܂�B��m�ނ͓���A�W�A�n��̎R�n�Ɏ��R���炵�Ă�����̂��o���Ă���̂�����ł��邪�A�����͐A�т��ꂽ�R����̔��̂ƂȂ邾�낤�B���̂��獇�����܂ł̃t���[���������B
�@6.2�@���ؔ���
�@���̔��̂́A����A�W�A�̐X�т�z�肵���B���ؔ��́E�A���ɌW��Y�_�K�X�̔����ʂ͗A�������Ȃǎ�̍��͍l�����邪�B��{�I�ɂ͐j�t���̏ꍇ�Ɠ��l�ł���Ƃ���B
�@�@
���ؔ��̂ɔ����Y�_�K�X�̔�����

=
1,27 x 103
Kg /�f����
�K�v�R���@�@�@�@
�@0.011
x 1,270 =
13.97 Kg
�R���̒Y�_�K�X���P��
0.190 Kg-CO2
/ Kg
�R�Ăɖ�Y�_�K�X�������p
0.010 Kg-CO2
/ Kg
�@�@�@�i0.190�@�{0.010�jx
13.97 =
2.79 Kg-CO2
/ ����
���ؗA��
���̗A���ɔ����Y�_�K�X�̔����ʂ͎��̂悤�ȑO��̉��Ɍv�Z�����B
20���g���b�N�ł̒Y�_�K�X�̔����ʁF
�@�A��������100�@Km
�Ƃ����B
�@�@CO2
�̔r�o�@�@�@�@�@1.180�@
Kg / Kg
�@�@���̐ύڗʁ@�@�@�@18
/ 1.27 =
14.2 �{
1.18 x
100 / 1.27 =
8.3 Kg-CO2
/ ����
�o���N�L�������[�ł̒Y�_�K�X�̔����ʁF
�@�@�A�������́A
���{�܂ŁA4,000
Km �Ƃ����B
�@CO2
�̔r�o�@�@�@�@�@0.00676
Kg / t-Km
0.00676
x 4,000 x 1.27 =
68.68 Kg-CO2
/ ����
�]���āA���̂���A���܂ł̊ԂŔ�������Y�_�K�X�̗ތ^�ʂ́A���؈�{�ɂ��āF
�@2.79
+ 8.3 + 34.34 +
45.43 Kg-CO2
/ ����
�ƂȂ�B
6.3�@������
�@�A�����ꂽ���͐j�t�����̍��ŏq�ׂ��H���ō��ɂ����B
��m�ނ̏ꍇ�ɂ́A���̖����ܗL�ʁA���؍ގ��̈Ⴂ�Ȃǂɂ����H�O������A�������ߒ��ł̉��H�����j�t���̏ꍇ�Ǝ�قȂ邪�A�����ł́A�����̗v�f�ɂ��Ă͌��y���Ȃ��B
���̐����ɌW��Y�_�K�X�̔�����
�j�t���̏ꍇ�Ɠ��l�A�e�H���ł͕K�v�G�l���M�[�����߂āA�����Y�_�K�X�̗ʂɊ��Z���Ĕ����ʂ����߂��B���ʂ�\-6.2�ɂ܂Ƃ߂��B
�����獇�܂ł̒Y�_�K�X�̔�����
�����獇�܂ł̒Y�_�K�X�̔����ʂ����߂邽�߂ɁA��{�̌����瓾���鍇�̖��������߂�K�v������B����͐j�t�����Ɠ����ł���̂ŁA��{�̌����琻������鍇�̖����́A76.4���ƂȂ�B
�ȏ�̌��ʁA��m�ނ������Ƃ������̐����ɌW��Y�_�K�X�̔����ʂ́A�g�[�^���Ŏ��̂悤�ɂȂ����B
��m�ލ��̌^�g�ł́A2
x 6 �ł̒Y�_�K�X�̔����ʂ́A�@2.14�@
Kg-CO2
/ ���ƂȂ����B
���̗A���ɔ����Y�_�K�X�̔�����
�����g�p����܂ŗA������ۂ̒Y�_�K�X�̔����ʂ͐j�t�����̏ꍇ�Ɖ���ς�邱�Ƃ͂Ȃ��B
4���ԁA��䓖��@200���A����܂ł̋����@50Km��A��������̂Ƃ��āB
�A���ł̒Y�_�K�X�����ʂ́A�g���b�N�̔R���̔R�Ăɂ��Ƃ��āA
�@�@�@�@�@�@�@�@�@�@
= 0.118 Kg/����
�@2.140
+ 0.118 =
2.258 Kg/����
�ƂȂ�B
�@��m�ނ́E�A���A���������o�Č^�g�܂ł̍H����z�肵�A�̗p����ɔ�������܂ł̒Y�_�K�X�̔����ʂ����߂��B
�\-6.4�ɗݐς̒Y�_�K�X�̔����ʂ����ڕʂɂ܂Ƃ߂�
�B���̌��ʁA��m�ނ̏ꍇ�ɂ́A�d�͏���ɂƂ��Ȃ��Y�_�K�X�̏������p�����|�I�ɑ����A�S�̖̂����߂Ă���B�j�t�����̏ꍇ�Ɠ��l�A�X�є��̂ɂ��Ă͕ʓr�c�_����B
7.�@�u���ؔ��̂ɂ��Y�_�K�X�Œ�̒�~�v�ɂ���
�@�j�t�����̐����ߒ��ɂ����Ĕ�������Y�_�K�X�̗ʂ����߂�ۂɍl�����ׂ����Ƃ́A���݂̐X�ю��������̐����̊ԒY�_������p�����Ă���A����ɂ���C���̒Y�_�K�X���Œ肳��A���̌��ʁA��C���̒Y�_�K�X�Z�x�̂ލ팸�ɏd�v�Ȗ�����S���Ă���Ƃ������Ƃł���B�}-7.1�́A�n����ɂ�����Y�f�̔������Ƃ��̃t���[��}���I�Ɏ��������̂ł���B���݁A�M�щJ�ю����̔��̂����Ƃ���Ă���̂́A�n�����ی�̊ϓ_����A�M�щJ�т̂��邱�Ƃɂ��A�A���̒Y�_������p����~���A��C���̒Y�_�K�X�Z�x�����������铭�����X�g�b�v�����Ă��܂��Ƃ��Ƃł���B����͌���������A���̔��̂��Y�_������p�ɂ��Œ肳��Ă����Y�_�K�X����C���ɕ��o���邱�ƂƓ������ʂł���ƌ�����B�����āA���̗ʂ́A�}-7.2�Ɏ�����Ă��邪���Ƃ��A���ɁA�N��
20���g���ɂȂ�B�]���āA�j�t�����̕]���ɓ����Ă��A�Y�_������p�ɂ��Y�_�K�X�̌Œ�̗ʂɌ����������̗ʂ���C���ɔr�o����Ă���Ƃ��Đj�t�����̐����ɂ�����Y�_�K�X�r�o�ʂ����߂��B

���̔��̂ɂ��Y�_������p���~�܂�A��C���̒Y�_�K�X���A���n���Ɏ�荞�܂���p����~����B����ɂ���C���̒Y�_�K�X�Z�x���ቺ�����A���ǂ͑�C���ɒY�_�K�X���~�ς��邱�ƂɂȂ�B�]���āA���̒Y�_������p�ɂ��Y�_�K�X�̌Œ�ʂ́A�����Ƃ��ĒY�_�K�X�̔Z�x�팸���c�_����ꍇ�ɂ́A���ؔ��̂ɂ��Y�_�K�X�̔����ʂƂ݂Ȃ��̂��Ó��ł���B
�k�Ăɂ�����j�t���т̏ꍇ�ɂ͔�r�I���R�ƐA�т��Ȃ���Ă��邪�A���ۂɌ��Ƃ��ėL�p�Ȏ���̂��̂ɂȂ�ƁA��{�̖̐�߂��L�ʐς�10�`15�u�ł���B23�j���؈�{���ǂꂾ���̒Y�_�K�X���z�����Ă��邩�𐄒肷��ꍇ�ɂ́A���������Ă��錴�ؖ��x�A���Ȃ킿�A���̖ʐς̒��ɂǂꂾ���̌����琬���Ă��邩�ƌ������Ƃ���A��{�̌��ɑ�������X�іʐς�p������@�ƁA
�P�Ɉ�{�̌�����߂��L�ʐς�����p������@���l�����Ă��邪�A�����ł͂�萳�m�Ȑ��l������ł����҂̍l�������̗p�����B
�ȏ�̂悤�ȍl��������{�ɁA���̔��̂ɂƂ��Ȃ��Y�_�K�X�̌Œ肪���Ȃ���ʂ𐄒肵���B�j�t�����̏ꍇ�ɂ́A�Y�f�̌Œ�ʂ���{�̐X�т̏ꍇ�̃f�[�^��p�����B
�@�@�@CO2�̌Œ�ʁ@�@�@�@�@�@20�݁^����/�N
�@�@�@���̐�L�ʐρ@�@�@�@�@10�@�u/�{
�@�@�@���̑傫���@�@�@�a�@300�o�A�L�������@20
m
�@�@�@�A�т̍Đ��N���@�@�@150�N
�@�@�@�@�@�@�@�@�@�@�g�ǂ̃K�h�i�X�}�g���j�R�n�ɂ�����
�@�@�@�@�@�@�@�@�@�@���̐������x�@21�j�Ɋ�Â�����
�Y�_�K�X�̌Œ��
�@�@�@25
x 103 Kg/ha/�N�@�@=
2.5 Kg /�u
/ �N
�X��1�u��150�N�ԂŌŒ肷��Y�_�K�X�̗�
�@�@�@�@2.5
x 150�@=
375 Kg / �u
��������̐�L�ʐς��l�����āA���؈�{���Œ肷��Y�_�K�X�̗ʂɊ��Z����ƁA
�@�@�@375
Kg / �u
x 10
= 3,750 Kg / ����
�ƂȂ�B
���؈�{����̒Y�_�K�X�̌Œ�ʂ̒�~���A�@3,750 Kg-CO2 / ���ł���A����͍��ꖇ�Ɋ��Z����ƁA�@�@49.08 Kg-CO2 / ���ƂȂ�B

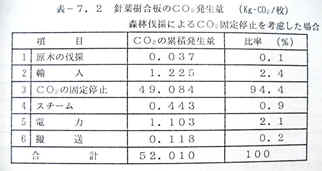
�]���āA�X�є��̂ɖ�Y�_�K�X�̌Œ��~�̌��ʂ��l�����A�j�t�����̏ꍇ�̒Y�_�K�X�����ʂ����߂�ƁA���ڂ��Ƃ̔䗦��
�\-7.2�̂��Ƃ��Ȃ����B
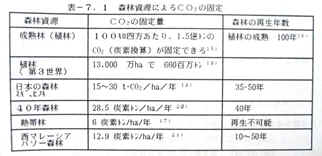
�X�ю����́A�Y�_�K�X�Z�x������������L�]�Ȏ�i�ł���A�����A��x���̂���ƌ��̎����܂ʼn���ɂ́@100�N�P�ʂ̍Ό���v����ƌ����Ă���B�X�ю������n���ɂƂ��Ă��������̂Ȃ������ł���Ƃ��납��A���̕]���������ď��������ς����Ă͂Ȃ�Ȃ��B�����ł́A�Ǘ��I�A�т�O��Ƃ��Ă��邪�k�m�ނ��v��I�ɍĐ��������̂Ƃ��āA�X�ю����ɂ��Y�_�K�X�̌Œ���M�щJ�т��\���Ɍ����I�ɍs�Ȃ�邱�ƂƂ��āA�o���̂͂����肵������19�j�̃f�[�^���̗p�����B
�u��m�ޔ��̂ɂ��Y�_�K�X�Œ�̒�~�v�ɂ���
�j�t���̏ꍇ�Ɠ��l�A��m�ނ̐X�ю����ɂ��Y�_�K�X�̌Œ�ʂ͌��i�K�ł͊m��I�Ȑ��l�͂Ȃ��B�����A�����ȂǂɌ�����Y�_�K�X�Œ�Ɋւ���f�[�^�́A�\-7.1�Ɏ������Ƃ���ł���B
�@�����ł́A��r�I�M���ł��钲�����s�Ȃ�ꂽ���}���[�V�A�̃o�\�[�X�тɊւ���f�[�^���̗p�����B
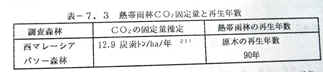
���̃f�[�^���Q�l�ɂ��ĔM�щJ�т̏ꍇ�̒Y�_�K�X�𐄒肵�������A�\-7.4�ł��邪�A�����̕ɂ�肩�Ȃ�̍����o�Ă��邱�Ƃ�������B�����ł́A�p�\�[�X�тɊւ���f�[�^����A���̂悤�ȉ�������āA�������ɒY�_�K�X�̌Œ�ʂ𐄒肷��B
�@�@�@CO2�̌Œ�ʁ@�@�@�@12.9
C-t / ha / �N
�@�@�@���̐�L�ʐρ@�@�@10�@�u
/ ����
�@�@�@���̑傫���@�@�@�@�a�@300
/ m, �L�������@20
m�@
�@�@�@�A�т̍Đ��N��
90 �N
�@�@�@�@�@�@�@�@�@�@�g�ǂ̃p�\�[�i�}���[�V�A�j�R�n�ɂ�����
�@�@�@�@�@�@�@�@�@�@�X�т̐������x21�j�Ɋ�Â����肵���l�@
�Y�_�K�X�Ƃ��Ă̌Œ��
�@�@�@�@�@
�X��1�u��90�N�ԂŌŒ肷��Y�_�K�X�̗�
�@�@4.73
x 90 =
425.7 Kg / �u
��������̐�L�ʐς��l�����āA���؈�{���Œ肷��Y�_�K�X�̗ʂɊ��Z����ƁA
�@�@425.7
x 10 =
4,257�@Kg
/ ����
�ƂȂ�B
���؈�{����̒Y�_�K�X�̌Œ��~�ʂ��A�@4,257
Kg-CO2 / ���ł���A��������ꖇ�Ɋ��Z����ƁA�@55.72�@
Kg-CO2 /
���ƂȂ�B
�@�@ �@�@
�@�@
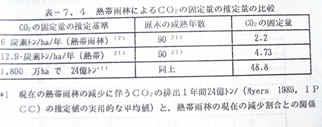
��m�ލ��̐����E�g�p�ɔ�����������Y�_�K�X�̗ʂ��A�M�щJ�т̔��̂ɂ���Ē�~����Y�_�K�X�̌Œ��p���������Đ��肵�����̂��\-7.5�ł���B���̌��ʁA�Y�_�K�X�Œ��~�̌��ʂ��S�̂�9���ȏ���߂Ă���B
��m�ލ��^�g�����ܖ��ƂȂ��Ă���̂́A�M�щJ�т����߂Ƃ���X�ю����̔��̂���C���̒Y�_�K�X�̔Z�x�傳����傫�ȗv���ƂȂ��Ă��邩��ł��邪�A���ƂȂ��Ă���̂͂������łȂ��A�X�ю������̂��̂��Y�_�K�X������������L�]�Ȏ�i�ł��邩��ł���B�悭�����Ă���悤�ɁA�M�щJ�т̔��̂ł́A�L���Ȍ��̖��x�͔�r�I�Ⴍ�A��{�̌����m�ۂ��邽�߂ɁA���̎��ӂ̐X�ю������j��A�����A���̌��̔��o�̂��߂ɐX�т��J�����H���Ђ����B���̗l�ɓ�m�ނ����Ƃ����ꍇ�ɂ́A���ؔ��̂̔g�y���ʂ͌v��m��Ȃ��B������x���̂���ƁA���̐X�ю����ɉ���܂�100�N�P�ʂ̍Ό���v����ƌ����Ă���B�܂��A���Ƃ��đS�����Ƃ̏�Ԃɂ͕��A���Ȃ��Ƃ��������Ă���B���̌��ʁA�n���̉��g�����p���I�ɐi�s���A�X�тɏZ�ދM�d�ȓ�������ł��A���������i�s���Ă����̂ł���B
���̗l�ɁA�X�ю������n���ɂƂ��Ă��������̂Ȃ����݂ł���A����ɁA�X�ю�������X�ɗ^���Ă���鎩�R�̌b�݂Ɍv��m��Ȃ����̂����邾���ɁA���̑��݈Ӌ`�������ď��������ς����Ă͂Ȃ�Ȃ��̂ł���B
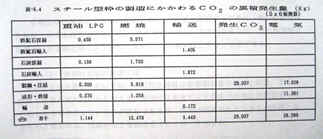
8.�@�e��^�g�̐����Ȃ�тɎg�p�Ɋւ���Y�_�K�X�̗ݐϔr�o�ʂ̌������ʁ@�\�@�܂Ƃ�
�n�����g�����A�Ȃ�тɁA���ی�̊ϓ_����A�e��^�g�̐����E�g�p�ɍۂ��Ă̒Y�_�K�X�̗ݐϊD���ʂ��r�����B
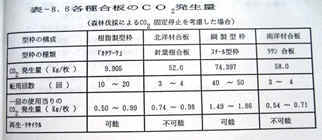
�@�����������ꂼ��̌^�g�ɂ��āA�Y�_�K�X�̑��r�o�ʂƂ��̍\����\-8.1�`�\-8.4�ɂ܂Ƃ߂��B���ʂ͌^�g�̕W���T�C�Y�ł���2
x 6 �ɓ��ꂵ�Ĕ�r�����B
�@�����^�g�ł���w�J�^���[�N�x�̒Y�_�K�X�̗ݐϔr�o�ʂ́A�\-8.1�Ɏ������Ƃ���ł���B
�w�J�^���[�N�x�̐����ɂ����ẮA�i�t�T�̃N���b�L���O���Ƀt���A�[�ŔR�Ă��Ĕ�������Y�_�K�X�����ɑ������Ƃ�������B�܂���A�d�͂̐����ɔ�����������Y�_�K�X�͑S�̖�1/5�ŁA�ȃG�l���M�[�̉��P���]�܂��B
���ɖk�m�ނ����ޗ��Ƃ��Đ������ꂽ���̒Y�_�K�X�ݐϔr�o�ʂ�\-8.2�ɂ܂Ƃ߂��B���̕\�����������悤�ɁA�j�t�����̐����ł́A�A���̂��߂̗A���ɂ������Y�_�K�X�̔�������4�����߂Ă���B�����ŁA�������ɗv����G�l���M�[���Ƃ��Ă̓d�͂̏���ɂƂ��Ȃ��Y�_�K�X�̔�������r�I�傫���l���������B
�@�@�@
�k�m�ލ��̏ꍇ�ɂ́A���̂ɂ���ĐX�т̒Y�_�K�X�Œ肩��~����B���̒Y�_�K�X�Œ�ɂ��Y�_�K�X�Z�x�㏸���ʂ�Y�_�K�X�̔����ʂƂ��ĕ]������ƁA���̗ʂ����|�I�ɑ傫���Ȃ�A���̒Y�_�K�X�̌Œ�̗ʂ��Y�_�K�X�Ƃ��Č��ς��邱�Ƃ��A�n�����ɑ���D�����Ƃ��Ĕ��f����ۂɔ@���ɏd�v�ł��邩�Ƃ������Ƃ�������B
�k�m�ލ��̏ꍇ�́A�X�ю����ɂ��Y�_�K�X�Œ��~�̗ʁF
�@�@�@CO2���~�@�@�@�@�@�@�@49.084�@
Kg-CO2 /
��
�]���āA�X�є��̂ɂ��Y�_�K�X�Œ��~�̕����܂߂�ƁB�k�m�ݍ��ł͒Y�_�K�X�̔����ʂ��A�@52.0155.72�@
Kg-CO2 /
��
�ƂȂ�B
���ɔ��|���ޗ��Ƃ��������ꂽ�X�`�[���^�g�̏ꍇ�̒Y�_�K�X�ݐϔr�o�ʂ�\-8.3�ɂ܂Ƃ߂��B
�X�`�[���^�g�̏ꍇ�ɂ́A���F�ł̔R�Ăɂ�锭���K�X�A�Ȃ�тɁA�G�l���M�[���Ƃ��Ă̓d�͂̏���ɋN������Y�_�K�X�̔����������A���ꂼ��S�̂�40%�߂����߂Ă���B
���ɓ�m�ނ������Ƃ��č��������ꍇ�̒Y�_�K�X�̔����ʂ�\-8.4�ɂ܂Ƃ߂��B
��m�ލ��ɂ��Ă��A�X�ю����̔��̂ɂƂ��Ȃ��Y�_�K�X�̌Œ��~�̗ʂ���������K�v�����邪�A�����ł͂܂��A�P�ɐ����E�^�ł܂ł̒l�����߂��B
��m�ނ̐����ł́A�G�l���M�[���Ƃ��Ă̓d�͂��甭�����Y�_�K�X�̗ʂ���1/2�Ŕ��ɑ傫���B���āA�C�O����̗A���̂��߂�
�R�����甭������Y�_�K�X�Ƃ����`�ł���B
��m�ނ̏ꍇ���k�m�ލ��Ɠ��l�A�X�є��̂ɔ����Y�_�K�X�̌Œ��~���N����̂ł���𐄒肵���B
���̌��ʁA�M�щJ�т̏ꍇ�̔��̂ɂ��Y�_�K�X�̌Œ��~�̗ʁF
�@�@�@CO2���~�@�@�@�@�@�@�@55.72�@
Kg-CO2 /
��
�]���āA��������������ꍇ�̓�m�ލ��̒Y�_�K�X�̔����ʂ́A
�@�@��m�ލ���CO2�̔����ʁ@�A57.978�@
Kg-CO2 /
��
�@�@�@�@�i�M�щJ�т̔��̂ɂ��CO2�̌Œ��~���l�������ꍇ�j
�ƂȂ�B
��m�ނ̏ꍇ�ɂ́A�j�t���̏ꍇ�����X�ɔM�щJ�т̔��̂ɂ��Y�_�K�X�̌Œ��~�ɂ�錩������̒Y�_�K�X�����ʂ̊������傫���Ȃ��Ă��邪�A�B����́A�M�щJ�т̒Y�_�K�X�Œ�ʂ̍��ƁA�A�������̍��Ȃǂɂ����̂ł���B
�j�t���̏ꍇ�ɂ��A�@�܂��A��m�ނɂ��Ă��A�X�ю������Y�_�K�X�̌Œ�ɔ��ɏd�v�Ȗ������ʂ����Ă��邱�Ƃ��w�E����Ă��邪�A�]����10�N�A100�N�P�ʂ̎��Ԃ��悤����̂ł���ɐM�����ׂ��f�[�^�̍̎悪�K�v�ł���B
�e��^�g�̒Y�_�K�X�����ʂ̔�r
�ȏ�A�e��^�g�̒Y�_�K�X�̔����ʂ����߂Ă������A���������ɂ��ꂼ��̌^�g�̎g�p���ɂ�����]�p���l���Ċe��^�g�̒n�����ɑ���D������]������ړx�Ƃ����B������܂Ƃ߂����̂��\-8.5�ł���B
�ȏ�̂悤�ɁA��m�ނ������Ƃ��鍇�ɑ���e���^�g�ɂ��āA���ɑ���D�����Ƃ����ϓ_����Y�_�K�X�̔����ʂ��r�������A���ʂ́A��m�ލ����ł��������A�����Őj�t�����Ǝ����^�g�́w�J�^���[�N�x���قړ����ł���A�X�`�[���^�g�ł͒Y�_�K�X�̔����ʂ͂�⑽���Ȃ邱�Ƃ����������B
�܂��A�j�t�������m�ލ��̏ꍇ�ɂ�
�X�ю����̔��̂ɂ��Y�_�K�X�̌Œ��~���A�Y�_�K�X�̔����Ƃ݂Ȃ��ĕ]�������B���̌��ʂ�\-8.6�Ɏ������B���ꂩ��A���^�g�̏ꍇ�ɂ́A�B�X�ю����̔��̂ɔ����Y�_�K�X�̔����ʂ����ɑ傫�Ȓl�ɂȂ邱�Ƃ����������B
�Y�_�K�X�̔Z�x�㏸���n�����g���̗v���ł��邱�Ƃ��l����A�P�ɁA���i�̐����ɌW��Y�_�K�X�̔����ʂ����ŋc�_���ׂ��ł͂Ȃ��A�X�ю����ɂ��Y�_�K�X�̌Œ��~�ɂ��Ă��������]�������Ă����K�v������B�����ł͐X�ю����̒Y�_�K�X�Œ��~�̒l���Q�l�܂łɎZ�o�������A�B�X�є��̂��P�ɒY�_�K�X�Œ��~�ɂȂ��邾���łȂ��A�쐶�����̐�ł�U�����B�������𑣐i���A���R����j�Ă��錻����l�����킹�A����A����Ƃ��^���ȋc�_�����Ă����K�v������B
�@�@�@�@�@�@�@�@�@�@�@�@�i����6�N4��29���L�j
�@�{���܂Ƃ߂�̓���A�W�e���ʂ̕��X�ɋM�d�Ȃ��ӌ��ƁA���������������B���̏����Č���\���グ�����B�܂��B���p�E�Q�l�ɂ����������ȉ��Ɍf�����B�w�ǂ̕��������ɔ��s���ꂽ���̂ł���̂ŁA����ɏڂ����������K�v�ȕ��͌����ɓ����Ē�����K���ł���B
�@�Q�l����
1)
�Ζ��A���@�u�����̐Ζ��Y�Ɓv
2)
�Ζ����w�H�Ɖ�@�@�u�Ζ����w�H�Ƃƒn�������v
3)
�i�Ёj�v���X�`�b�N�������i����@�u�v���X�`�b�N���i�̎g�p�ʑ������n�����ɋy�ڂ��e���]���v
4)
���@�c�Y�@NIKKEI
MATERIALS & TECHNOLOGY 93. 7 P63
�u�����ׂ͐����œǂ߂�v
5)
�����A���c�@NIKKEI
MATERIALS & TECHNOLOGY 92. 8 P8 �u�g���ւ̗D�����h�͒�ʉ��ł��邩�v
6)
�Z�F���w�H�Ɓi���j�u�n��ISM�v
7)
�Ζ��A���@�u�Ζ��\���Ƃ̒��a���߂����āv�i1992.5�j
8)
CMC�Ё@�@�u���O���w�i�����v
9)
���w�H�ƎЁ@�u�v���Z�X�t���[�V�[�g�v�@<1>���@p32
10)
���{��������@�g�ؔʼn�Ɋy���ށh�@P52
11)
���n�Y�ƐV���@�f93.10.29�@�g�؍H�ƊE�̌���Ɖۑ�h
12)
���{�S�|�A���@�u�S�̏o����܂Łv
13)
�Ёj���{�S�|�A���@�g���F�@�ƔF���S�@�h�@�u�S�|�E�v�i1992.4�jp32
14)
���@�z��Y�ҁ@�u�n�����f�[�^�u�b�N�v�@�i�I�[���Ёj
15)
�gCO2��Ƃ��Ă̍����Ή��Z�p����������h�ɂ�鐄��l
16)
�n�����厫�T�@p102
�i�w���j
17)
�g���@���w�o�ρ@1992.1�@p44
�g2001�N�Ɍ����Ă̌o�ϐ���Ɗ��E�G�l���M�[����h
18)
�n�����厫�T�@p126
�i�w���j
19)
���ѕҁ@�u���ق���M�їсv�@p301
�i���m���X�j
20)
McMurtrie
R. & Wolf L. �uAbove-
and Below –growth of forest stands: a carbon budget model, Annals of
Botany 52:�v
: 437-448
21)
�l���A�g�ǁF�u�M�їт��l����v�@p96
– 121�@�i�l�����@�j
22)
�n�����厫�T�@p103
�i�w���j
23)
�M�҂�ɂ��A�����J�E�V�F���l�o�_�R�n�i�V���i���t�H���X�g�̎��Ԓ���
���̑��̎Q�l����
�Ζ����w�Y�ƂƊ��ۑS�Ɋւ���
�@�o���@����胏�[�L���O�O���[�v�ҁ@�u�n�����n���h�u
�@�b�N�v
�ۑP�Ζ��@�u����Љ�ƐΖ��v
�Ζ����w�H�Ƌ���@�@�u�Ђ낪��v
�Ζ����w�H�Ƌ���@�@�uPETROCHEMICAL.21
NOBLE USE�v
�@
�v���s�����A�|���v���s���������̌��P�ʂɊւ���
�@���@���v�@���w�o�ρ@1975.10�@p26�@�o�|���v���s�����̐V���@
�@�@�@�@�@�@���Z�p�v
�@��@���@���w�H��@17
No.1 p67 �i1973�j
�@M.B.Sherwin
et.al., Chem. Eng. Progress, 68 No. 3 p-69
(1972)
�Z�F���w�H�Ɓi���j�@��������
���@���v��@���w���u�@�@1978.6
p20
�R�������@�@���w���u�@�@1976.8
p11
�S�|�ƂƊ��ۑS�Ɋւ���
���ژa�Ɓ@�g�G�l���M�[�����̓W�]�͌o�ϐ����Ɗ��ۑS�Ƃ̒�
�@�@�a���ۑ�h�@�u�S�|�E�v�i1993.3�jp2
�S�|�A���@�G�l���M�[��ψ���@�g��ѐ��S���̏ȃG�l���M�[
��Ƃ��̐��ʁh�@�u�S�|�E�v�@�i1993.3�jp18
�S�|�A���@�G�l���M�[��ψ���@�g��ѐ��S���̖����p�G�l��
�@�M�[
�h�@�u�S�|�E�v�@�i1993.3�jp24
���с@�@�gUNCED�Ɍ������n�������̌���Ɖۑ�h
�u�S�|�E�v�@�i1992.4�jp2
�S�|�ƂɊւ��鎑��
��萻�S�@�@PR��
�X�ю����Ɗ����Ɋւ���
Lester
R. Brown �gState
of the World�h�@�i�_�C�������h�Ёj
�i���j�ԑg�@�u�A�W�A�ƒn�������v
�n���Ɗ��ƊJ�����l�����@�u�j���X�ю����v�i��g�u�b�N
���b�g�j
�l���j�p�A�g�ǒB�v�ďC�@�u�M�щJ�т��l����v�@�i�l�����@�j
Alexander
S. Mather �u���E�̐X�ю����v�@�i�z�n���فj
�@
�@
�@